Profilböjning: Effektiva och säkra metoder

Böjning av rör är gjord inom byggnation, verktyg, energi, olja och gas, vatten och många andra områden med installation av rörledningssystem, tillverkning av byggnadsstrukturer, produkter för olika behov hos befolkningen och urbana hushåll. I allmänhet är det omöjligt att räkna allt, men det är bra att veta hur man böjer rör. Andra metoder kan vara användbara i hushållet.

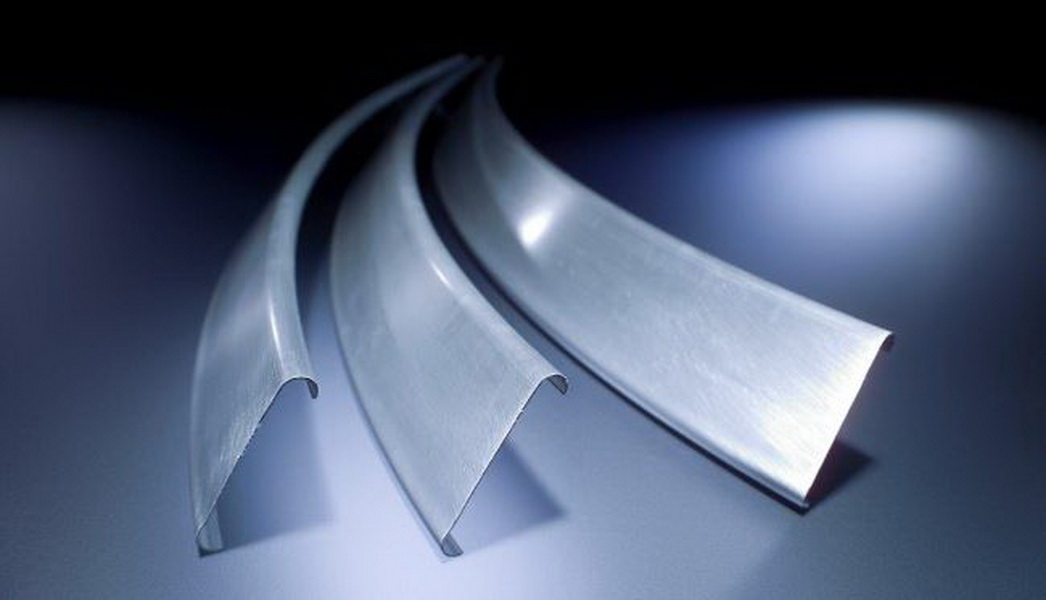
Typer av produkter
Produkter av profilrörrullning representeras av en serie metallrör med olika konfigurationer i tvärsnittet av tvärsnittet.De kan vara mycket olika, men olika från rundan, det vill säga icke-standardform: ovoid och platt oval, rektangulär, ofta med en fyrkantig konfiguration med rundade hörn och till och med mångsidigt. Runda används smalt - främst för byggande av vattenförsörjning och avloppsnät.





Profilerna av kvadratiska och rektangulära former är mer efterfrågade på marknaden. På grund av det faktum att det är lättast att fästa material på en platt vägg, används de vanligtvis i byggandet av industriella och inhemska anläggningar. Ett sådant element har ökad styrka och är en förstyvning i byggnaden. Profilen klarar sig bra med ögonbelastningarna (böjningsbelastningar), vilket är anledningen till att de är ett bra val för användning vid byggandet av metallramen för byggnader med olika syften.




Produkterna produceras i ett stort antal storlekar beroende på typen av metall. Exempelvis kan koppar hittas i en serie tjockväggiga profiler av ett stort sektionsområde, till skillnad från aluminium. Möblerna är gjorda av tunna väggar av rostfritt stål.Material för tillverkning blir ofta hög eller låglegerat stål. Fyrkantiga rör skiljer sig från varandra i produktionsmetoden: de är elektriskt värmda, kallvalsade och varmvalsade, sömlösa. Ett särskilt särdrag vid svetsning är närvaron av ett inertgasmedium, men det finns en annan väginduktionssvetsning.



Särskilda funktioner
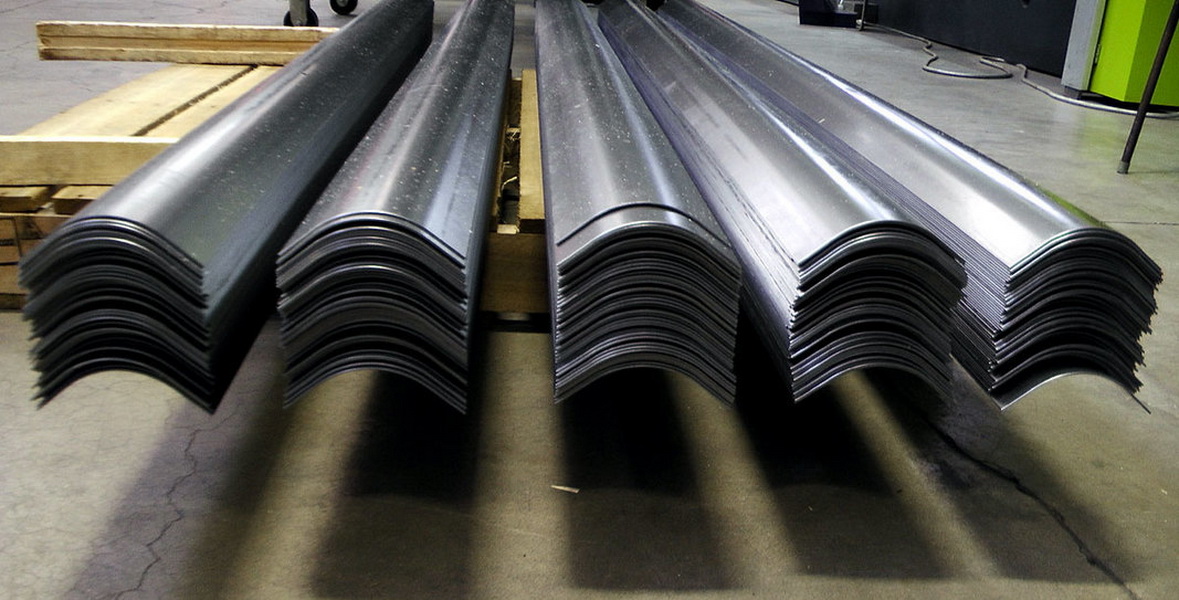
Produkter från ett profilrör har inte stor vikt, så det är möjligt att enkelt och på kort tid skapa icke-tunga välvda strukturer. Det är oumbärligt för byggandet av olika växthus och lågpris växthus.




Konstruktion med användning av metallramar är viktigt inte bara för sommarboende och trädgårdsmästare. Ofta uppstår behovet av att använda sådana byggmaterial i stadsborna, om de vill ordna ett privat territorium intill huset. Till exempel, installera snabbt och billigt ett lusthus, en täckt terrass eller en polykarbonatbalk - det är ganska vanligt i moderna städer.




Profileprokat används också vid konstruktion av trappor och räcken. Det händer ofta att standardkonfigurationen inte är lämplig för en viss typ av design,här finns det ett behov av böjning med hjälp av specialutrustning eller några knep. Om det lite senare.




Rör som tillverkas i produktion har vissa angivna geometriska parametrar, som därefter påverkar plastens egenskaper. Väggtjockleken och tvärområdet påverkar en sådan parameter som minsta böjningsradie. Den anger avrundningsvärdet, vid vilket ingen mekanisk skada uppstår.
Deformation av stålprodukter är inte lika enkelt som det kan tyckas vid första anblicken. Det kräver en viss uppsättning kunskaper, möjligheten att välja rätt teknik och utrustning. Det enda som ger det nödvändiga utseendet är inte kärnan i vårt arbete, medan du utför det, är det nödvändigt att bevara viktiga parametrar - väggtjocklek, bibehålla linjära dimensioner och inte störa operativa möjligheter. Följande belastningar verkar på arbetsstycket till följd av kraftpåverkan: På den inre sektionen - kompressionskraften på den yttre (yttre) dragkraften. Uppfattar sin handling, deformeras elementet och tar emot en hel eller delvis böjning.
Men på grund av detaljernas kännetecken måste vi möta några problem.
- Förlust av inriktning på grund av formändring. Detta innebär att de rörformiga segmenten kan vara i olika plan, vilket är oacceptabelt. Experter orsaken till detta fenomen avger det felaktiga valet av böjningsmetoden.
- Rupturen på ytterväggen. I processen att sträcka metallburstarna, om belastningen överstiger den mängd som den kan tåla.
- Som ett resultat av den ojämna sammandragningen av innerväggen bildas veck som liknar en korrugering på den.

Återgå till den tidigare formen av låglegerade och kollegeringar med en hög elasticitetskoefficient. Efter böjning verkar många element vara "fjädrande", och produkten efter ett sådant fenomen måste justeras till de önskade dimensionerna, vilket kan komplicera arbetet. För att bli av med oönskade problem och ytterligare arbete är det nödvändigt att bestämma värdet av materialets plastmoment, och ta hänsyn till denna parameter, utföra böjningsproceduren. Det bör noteras att ju mindre vinkeln desto mindre är den elastiska konsekvensen.

instrument
Bärbar profilBibs
Det är mycket praktiskt att böja omedelbart på installationsplatsen. För att uppnå detta mål är det mer rationellt att använda en bärbar rörbender.

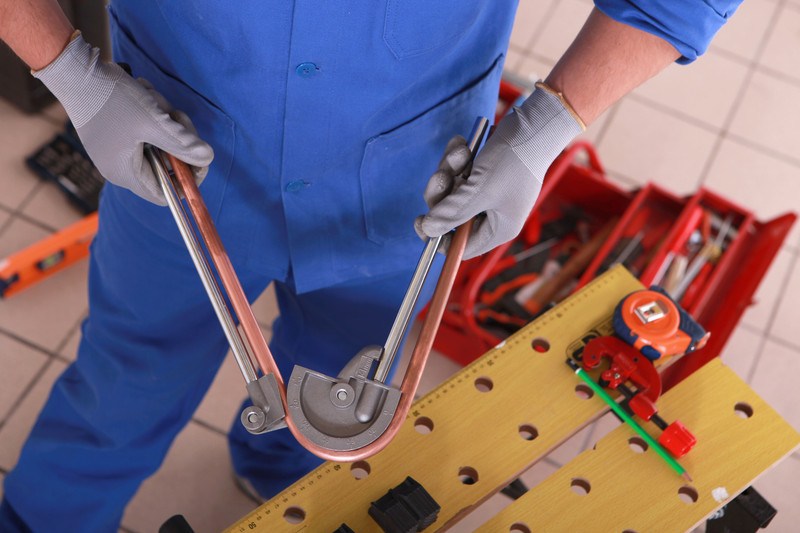
Lever ProfileBibs
Vid användning av denna enhet sker böjning av profilen uteslutande genom en persons mekaniska kraft. Detta möjliggörs genom närvaron av en hävstång på tillämpningen av en kraft av avsevärd storlek. Delar av plastmetaller och rostfritt stål, vars tvärsnitt är högst två centimeter, kan böjas till 180 grader.
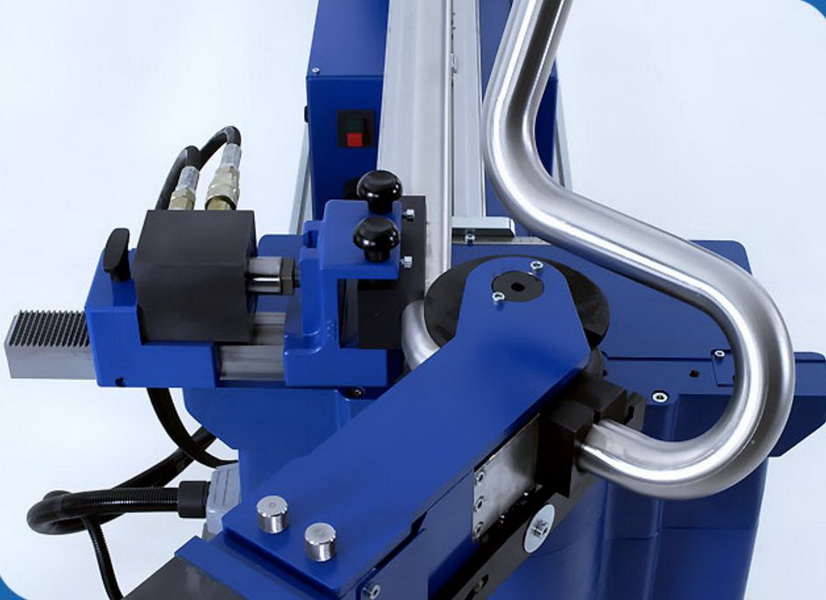
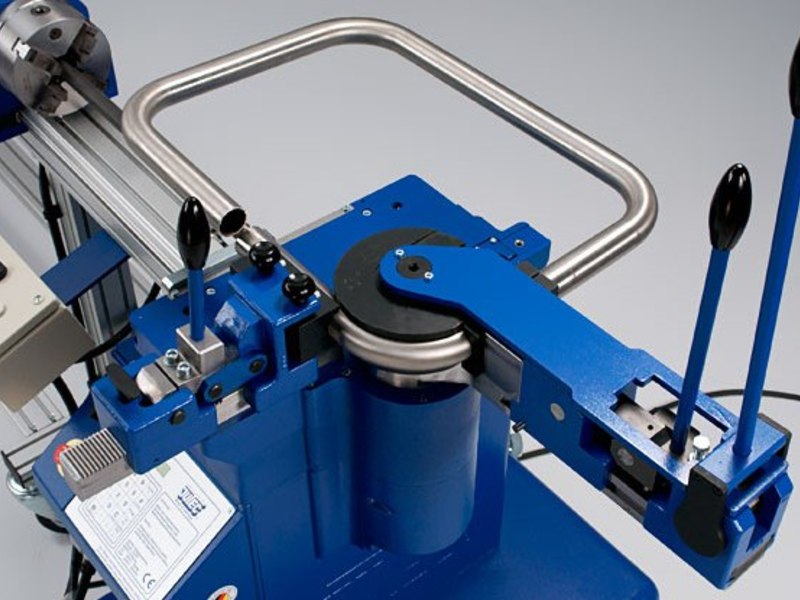
Rörböjningsmaskiner
Ett sådant verktyg består av följande delar:
- böjningselement;
- en rörlig chopik ansluten till en böjesko;
- Två stödande delar roterande runt sina egna axlar, på vilka den böjda delen är placerad.

Enheten kan vara mekanisk (skruv), hydraulisk med manuell styrning eller med en elektrisk drivenhet. Sådana lättbärbara enheter böjer lätt 90 graders vinkel mot metallprodukter av plastmaterial med ett tvärsnitt på upp till 100 mm.
hydraulisk
Vid produktion och hushålls användning är hydrauliska anordningar med manuell eller mekanisk typ av exponering vanligare.
Vi listar deras fördelar:
- Stora volymer som kan utföras jämfört med en mekanisk profilegib.
- En möjlighet att välja den vertikala eller horisontella rörbenken baserat på arbetsförhållanden och bekvämlighet i arbetet.
- Enkelt att byta ut stansar (reservdelar för att specificera vinkeln).
- Förekomsten av enheter som samtidigt böjer flera installationer på en gång, vilket avsevärt minskar den tid som spenderas.
- Avskaffandet av svårigheter i arbetet även för nybörjare.
- Förekomsten av ett rör som skyddar mot glidning och anordningar varnar mot skada.
- Enkelheten av självreparation i hemmet.

Elektriska rörbenders
De böjer metallprodukterna på bockkomponenterna, vilket, beroende på radie, är möjligt att byta. På sådana anordningar finns en svängbar dorn, med hjälp av vilken de ändrar produkten. I frånvaro av elektrisk kraft drivs enheten från ett internt batteri.
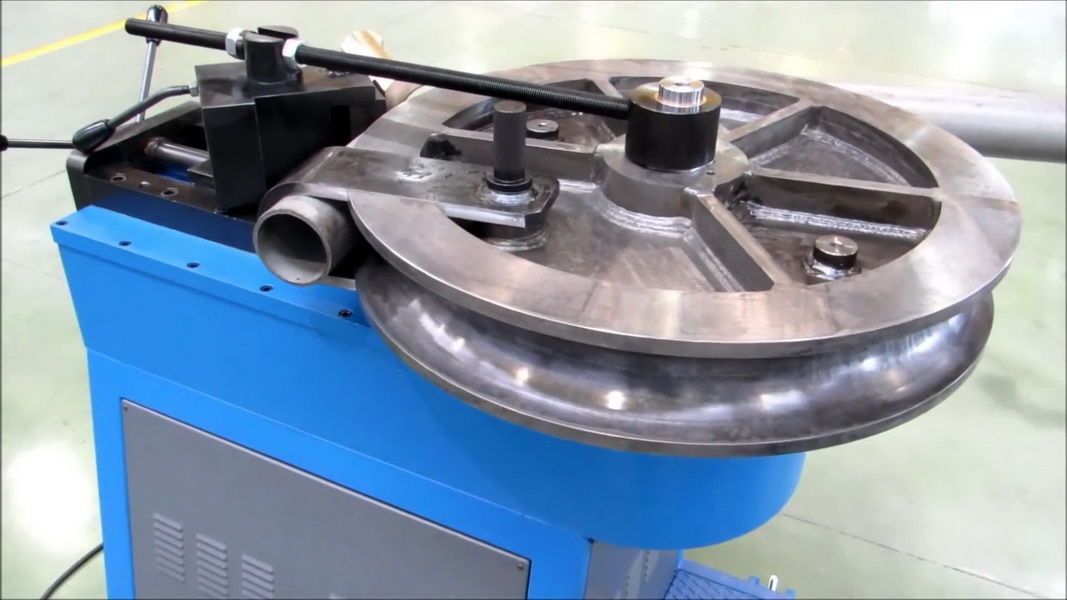
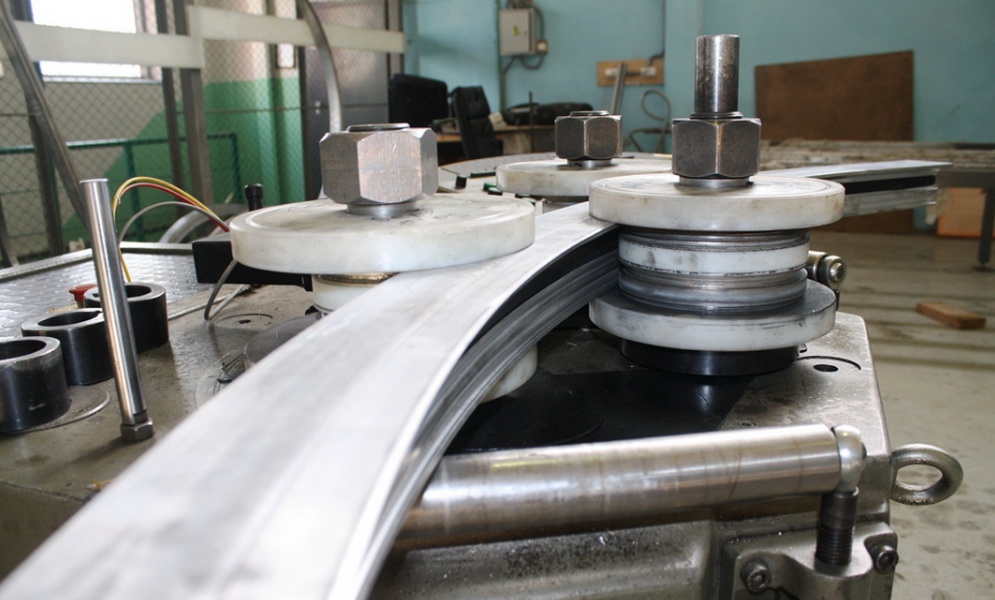
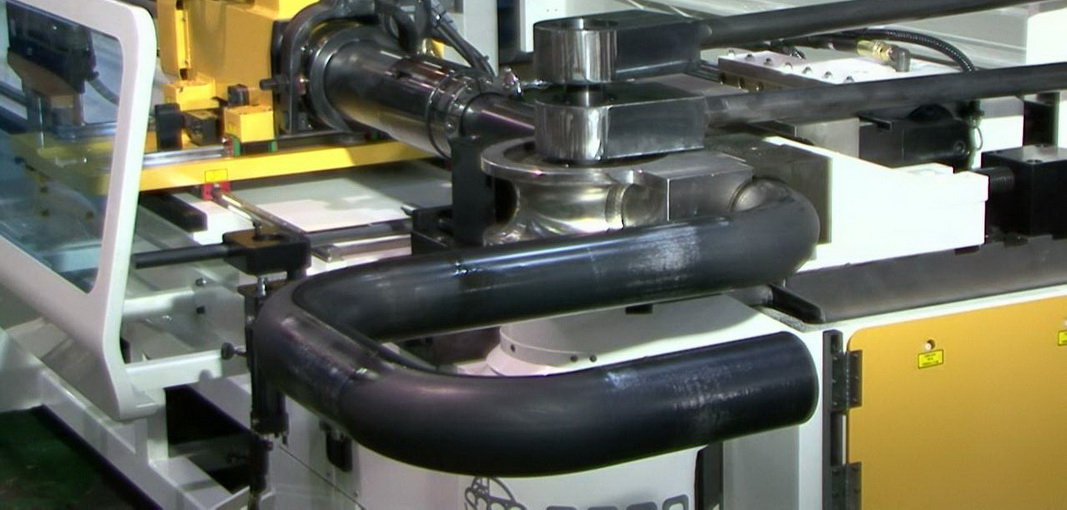
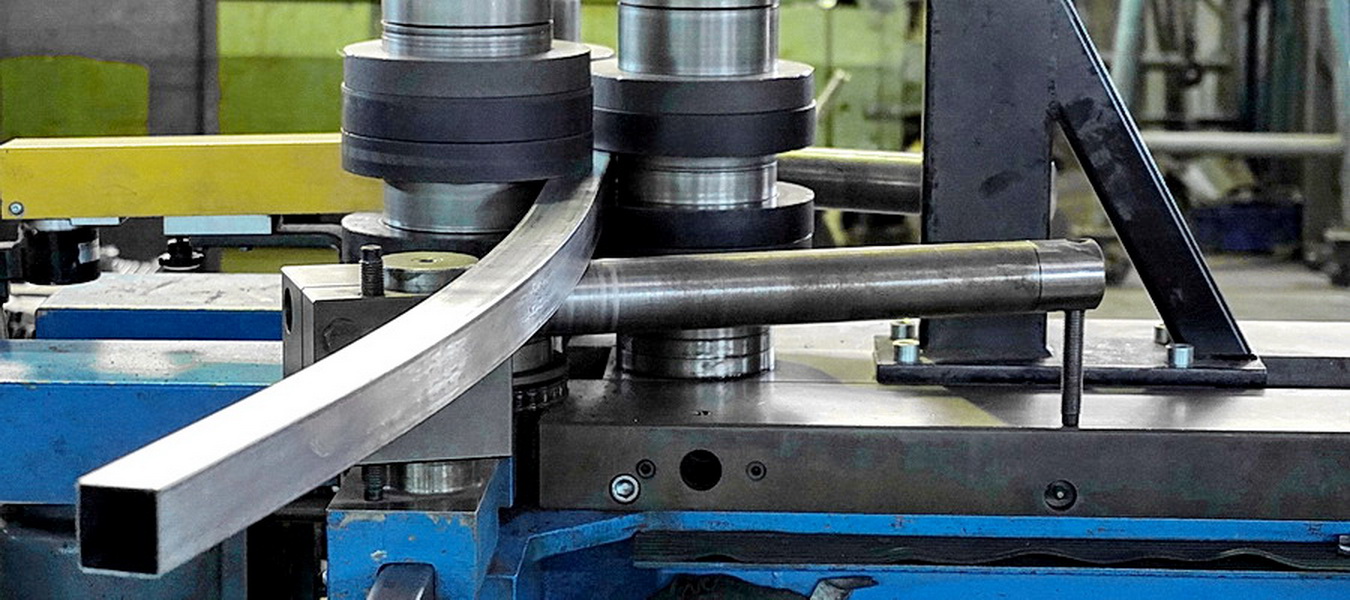
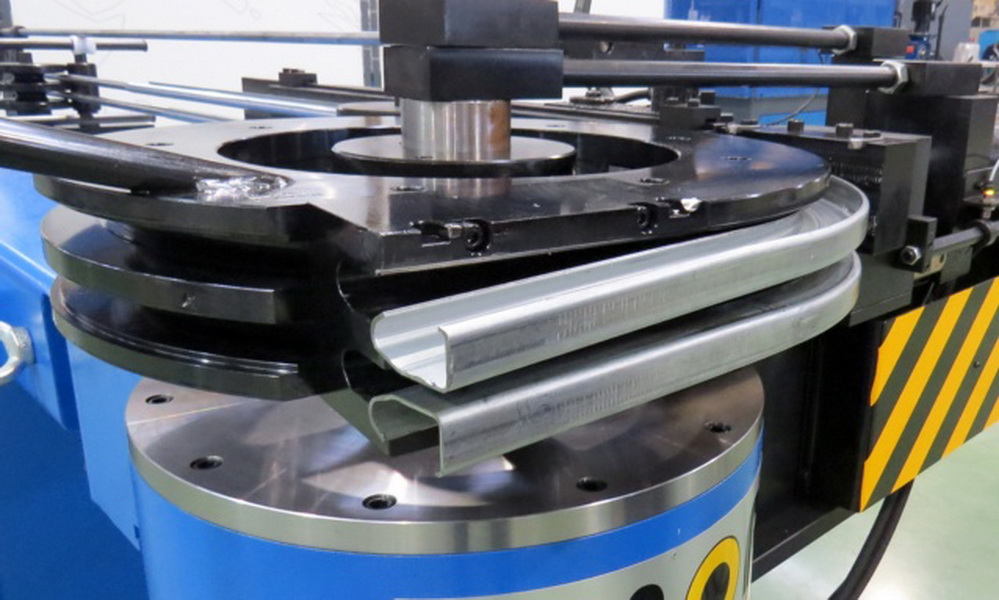
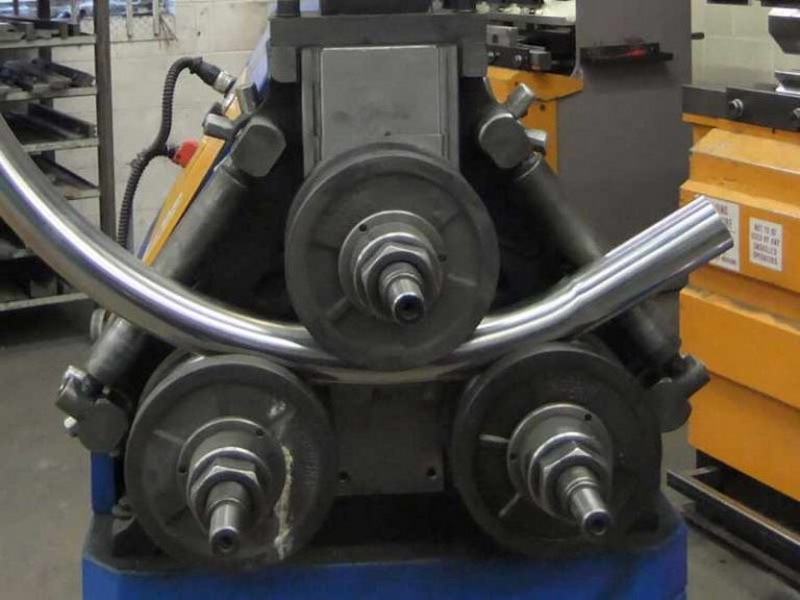
Maskinböjning
När kallmetoden kallas rullande, använd en standardvalsverk med tre rullager (rull). Formen och radien av böjningen vid utgången beror på valet och installationen av önskad form och storlek. Denna maskin kan böja delar från något material och vilken konfiguration som helst - den hanterar inte bara med kvadrat, men också med triangulära sektioner och mer komplicerat. Med hjälp av sådan utrustning är det möjligt att deformera arbetsstycket av maximal längd, vilket är mycket viktigt, och även få en produkt böjd 360 grader (i en ring). Metoden för rullande är definierad som den vanligaste typen av deformation, därför hör utrustningen till universell.
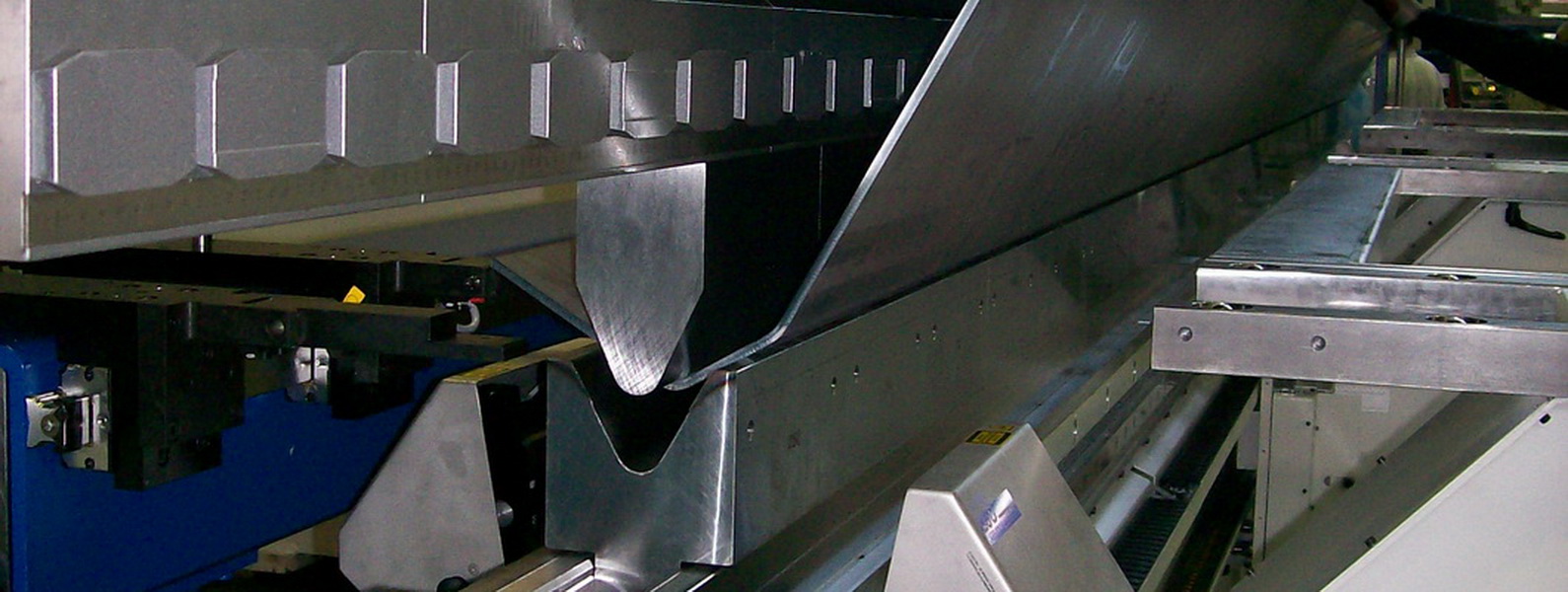
Dessutom kan maskinen ställa in en viss vinkel, vilket ökar noggrannheten under installationen. Vinkeln kan styras manuellt eller på CNC-maskiner (med informations-numerisk styrning) numeriskt med den efterföljande processkontrollen. På sådana maskiner utförs framställning av handduksstänger i varje hus. Vid tillverkning av rör för uppvärmda golv måste man också kontakta maskinutrustningen.Det har en storskalig produktion av komponenter för spiraltrappor, verandor, olika former av fäktning och dekorativa element som bara tjänar till att dekorera inredningen.
De positiva sidorna av sådana anordningar är följande möjligheter.
- Möjligheten att undvika felaktigheter när man arbetar med subtila detaljer, i motsats till manuell utrustning, visar ofta en skarp böjning i stället för en jämn böjd linje i konturen.
- Noggrannhet. Obligatoriskt kriterium i en seriös konstruktion är detta föremål. Återigen jämförs inga andra typer av mekanismer och metoder för dessa typer av arbeten med professionella maskiner. Vid tillverkningen av försäljningen är det också omöjligt att göra utan denna fördel.
- Nå med hög hastighet för att få den färdiga produkten. Trots allt är profilhastighetens genomsnittliga hastighet 0,2-0,3 m / s.
- Autonomi. Utrustningens förmåga att arbeta utan mänskligt ingripande i vårt århundrade är inte längre en innovation, utan bara en användbar, men någonstans är ett viktigt tillägg till andra egenskaper.
- Potentialen att göra stora volymer.

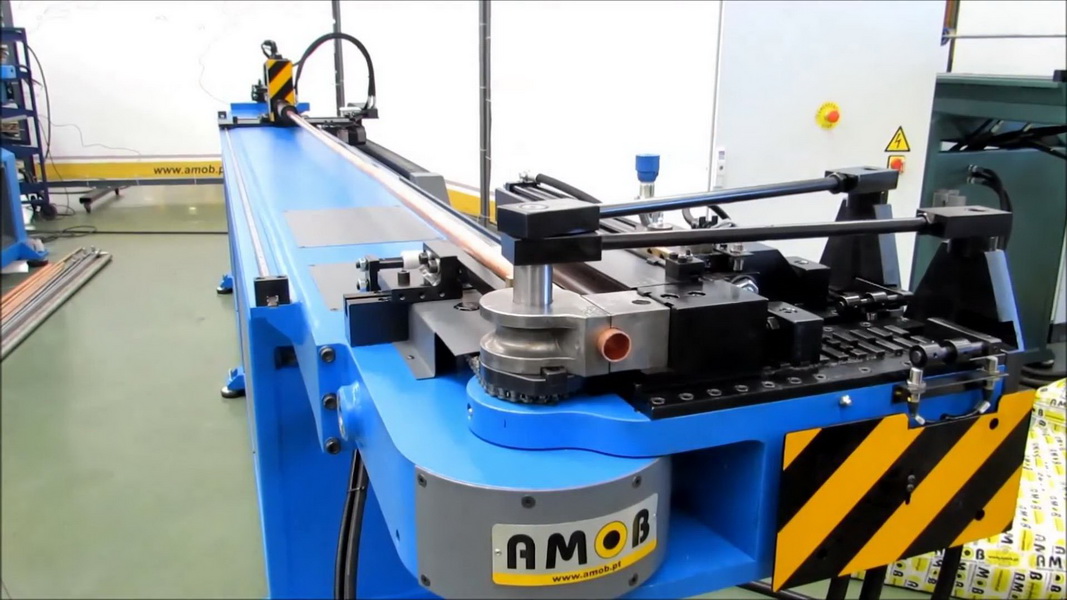
Det finns stationära profilböjningsenheter som drivs från 380 V nät, sådana är inte lämpliga för personligt bruk. För att inte göra ett felaktigt köp måste du noggrant studera produktens egenskaper. Rollformande installationen är en mycket effektiv sak, men också dyr. Dessutom är användningen av sådan utrustning endast möjlig på fabriken.
Ofta, för att få en högre kvalitet, används dornböjning, vilket är möjligt när man arbetar med nästan vilken enhet som helst. Om henne i ordning. Dorn är en styv eller flexibel del, placerad inuti det böjbara segmentet i stället för ytterligare böjning. Efter att ha ändrat produktens form är det slät, har inga veck och andra defekter. En sådan uppsättning fördelar med metoden följs av en signifikant minskning av avstötningshastigheten vid produktens utgång.
medel
Det finns två metoder för radiell profilböjning: kallt och varmt (med förvärmning). Förutom separationen av metoder efter temperaturtyp, det finns många fler typer relaterade till mekanisering och den utrustning som används, till exempel böjer:
- springa in;
- lindad;
- ritning;
- Metod för rullning av tre rullar;
- med hjälp av två stöd
- sträckningsmetod;
- med användning av internt hydrostatiskt tryck
- bringa genom formplattan med en krökt axel;
- genom kopiatorer.
Valet beror på om det varma eller kalla alternativet kommer att fungera.
Med en kall prestanda kan detta uppnås med flera alternativ.
- körs i (diameter upp till 70 mm, med låga krav på sektionens rundhet vid böjningen);
- lindning (diameter upp till 20 mm);
- dra (för tunnväggiga);
- med två stöd (diameter upp till 300 mm).
Den kalla är lämplig för en liten diameter och kallmetoden kommer inte att kunna böja produkten, till exempel i en vinkel på 45 grader. Uppvärmning förbättrar metallens deformationsegenskaper, och genom att öka plasticiteten blir det lättare att arbeta. Förvärmning orsakar inte äktenskapsproblem i form av sprickor, kvarstående skador, korrugeringar och andra konsekvenser. Vid stora industrier produceras uppvärmning av högfrekventa strömmar (HDTV). I närvaro av en liten sektion är användningen av handhållna bärbara verktyg möjligt, för en stor sektion ett sådant alternativ är inte tillämpligt, här används mekaniserad utrustning.
Förutom dessa nyanser är det värt att komma ihåg fenomenet av elastiska konsekvenser.Det betyder förmågan att delvis återvända arbetsstycket efter deformation till dess tidigare form. Värdet beror på typ av material och dimensioner på profilen, på temperaturmetoden och typen av arbete - manuellt eller på specialutrustning.
Förutom ovanstående tekniker kan du i hemmet utföra processen med hjälp av utrustning som är lätt att skapa själv. Beroende på de ursprungliga egenskaperna och önskad krets finns det tillräckligt med alternativ för att spara på dyr utrustning. Nedan följer några exempel.
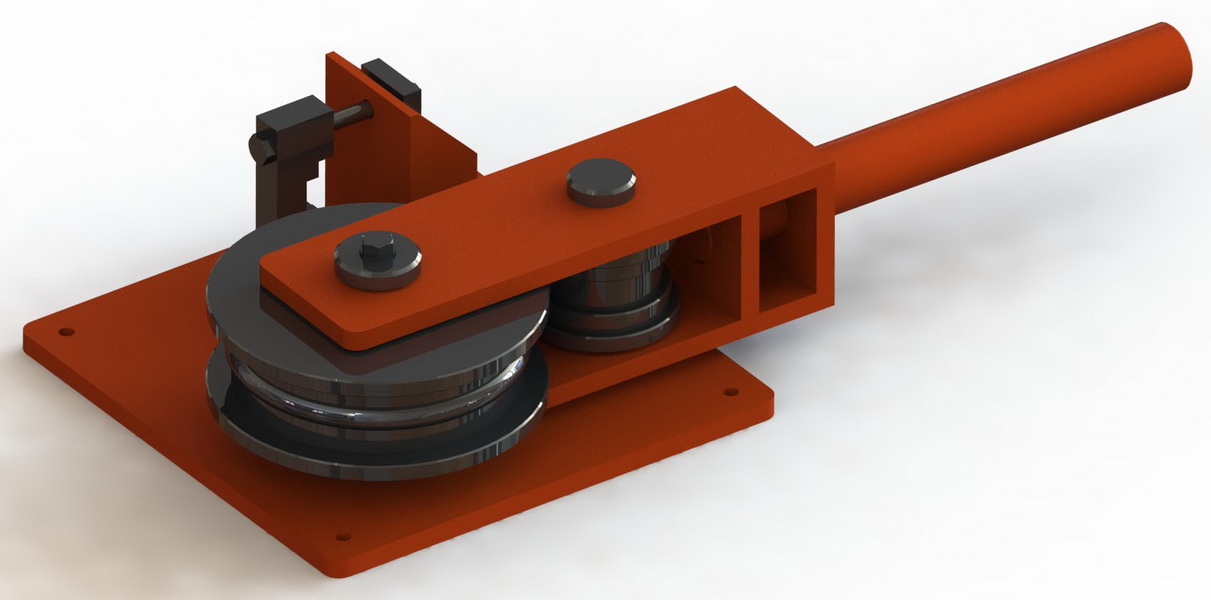
Hemlagad rullebaserad mekanism
Detta är den närmaste versionen till den ursprungliga rullprofilen. För att skapa det måste du köpa 2-4 videoklipp. Det bör noteras att deras bredd ska överstiga produktens bredd något. För att få resultatet måste du fixa det horisontellt så att rullarna har möjlighet att rotera fritt måste de vara så avstånd från varandra att de inte stör röret som passerar genom systemet utan hinder.

Den här hjälpen hjälper dig att böja produkten runt omkretsen.Om det är nödvändigt att uppnå en viss vinkel, måste systemet bestå av tre roterande cylindrar. Medan en av dem är önskvärt att lämna justerbar. Förstärkningselementet placeras mellan rullarna, och personen som styr processen fortsätter att rulla.
Använda "slipmaskinen" och svetsmaskinen
Om konstruktionen av en sådan mekanism är omöjlig på grund av ekonomi, tid, färdigheter eller andra skäl finns det mer begripliga variationer. Men appliceringen av svetsmetoden tar betydande tid och kräver arbetskraft.
Arbetssekvensen är som följer.
- Först och främst rekommenderas att beräkna det tillåtna och bestämma själv den önskade böjningsradieen.
- Applicera längs produktens tvärmärken, som ytterligare skärs för ytterligare anslutning. Ju mjukare övergången i den böjda delen behövs, desto oftare är det nödvändigt att göra märken.
- Gör snitt av tre valda sidor (kanter) på de ritade märkena. Den fjärde sidan ska inte röras.
- Efter skärning, böj produkten till önskad krökning. För att förbättra noggrannheten kan du göra en bit.Till exempel förbereda en trädel med önskad böjning. Fäst den icke-sågade sidan av den rullade till den böjda kanten av mallen, fäst, böj sedan fältet för att matcha böjningen av mallen.
- Svetsa sågarna noggrant och tillförlitligt.
- Svetsa områdena noggrant, så att ytan på ytan blir jämn, utan utskjutande sömmar.


Med ett stort område av skäret kommer denna metod, i frånvaro av andra, att vara lämplig som aldrig tidigare. Men den här metoden är tillämplig för enskilda arbeten, så det bör inte tillämpas på dem som behöver deformera ett stort antal element. I det här fallet kan det vara mer rationellt att tänka på att skapa en rullbänk.

Våren för böjning
Alla mästare vet om denna metod. Dess väsen består av följande: En speciell fjäderdel av ståltråd placeras inuti röret på den plats där det är nödvändigt att få en böjning. Våren kommer att fungera som en dorn, dess tvärsnitt ska vara 1-2 millimeter mindre än det inre tvärsnittet. Med hjälp av en blowtorch upphettas platsen för den ytterligare böjningen, appliceras på ämnet med en lämplig böjradie och, med kraft, tryck inte kraftigt tills önskad krökning erhålls.Denna metod är ganska enkel, men använd den under arbetet. Det rekommenderas att noga följa säkerhetsåtgärderna: arbeta i speciella handskar och använd tang.
tips
Om heta metodernas inveckling
För att böja röret på ett varmt sätt bör du använda ett fyllmedel av sand. Det perfekta alternativet är medelkornig sandbyggnad eller flod. Om det inte är möjligt att använda just detta, som en sista utväg, kommer materialet från barnens sandlåda, men tidigare rengjorda av onödigt innehåll, också att vara lämplig. För att rengöras av oönskade föroreningar är det nödvändigt att sikta genom en sikta med hål på ca 2 millimeter. Efter den första skärningen på sikten förbli stora föremål - kvistar och småstenar. Deras närvaro i fyllmedlet är extremt oönskat, eftersom de vid upphettning kan påverka lättnaden och bilda en bulge. Därefter måste du sikta framtidens fyllmedel en gång till, redan genom en fin sik för att bli av med fin sand. Efter siktning kalcineras sanden.

Röret, på det ställe där böjningen kommer att inträffa, är annealed. Innan du sover, bör fyllmedel ta hand om pluggarna,vilket inte tillåter honom att få tillräckligt med sömn. Det rekommenderas att göra dem av trä, så att de passar snyggt mot väggarna. I en av pluggarna är det nödvändigt att göra spår genom vilken varmluft måste komma ut. Sådana öppningar är placerade på varje sida, dvs det bör finnas fyra fyrkantiga sektioner. När du har installerat kontakten utan hål genom tratten kan du börja fylla på fyllmedlet. Samtidigt bör det knocka en del för att försegla sanden. Efter att du har fått den andra kontakten kan du markera böjningen, fixa delen och producera enhetlig uppvärmning. Om delen är svetsad ska sömmen vara belägen utanför bögen för att undvika dess avvikelse. Färgen på den färdiga böjdelen måste vara röd-körsbärsfärg och från röret - för att flyga bort skalan.

Det rekommenderas att böja metallprodukter från den första uppvärmningen, annars kan det leda till förlust av styrka och sprickbildning av elementet. Om det är svårt att avlägsna träpluggar efter kylning, kan de sättas i brand och efter bränning, häll ut sand.
Om förkylningen i kallmetoden
Kyla metodens subtilitet:
- Utan användning av specialverktyg och uppvärmning under den kalla årstiden kan böjningsprocessen underlättas. För detta, alternativt till sandmetoden, används vatten som fyllmedel. Efter påfyllning och montering av propparna utsätts produkten för frost under den tid som krävs för att vätskan ska frysa helt. Mot bakgrund av de friska vattenens fysikaliska egenskaper kommer böjning att bli enklare.
- För att undvika skador på borstarna och för att minska de applicerade krafterna föreslås att man använder ett profilrör med en sektion något mer böjd. Därför bärs en större profil på kanterna på den mindre, vilket ökar axelstyrkan.
- Mästare rekommenderas att prova på en onödig del av produkten, vilket ger en uppfattning om dess fysiska egenskaper och förhindrar fel i efterföljande försök.
Sammanfattningsvis ovanstående kan vi dra slutsatser om hur effektiv denna eller den här metoden kommer att vara. Det är mer lämpligt att vända sig till proffs som har utrustning som är speciellt utformad för detta ändamål för att få bättre resultat och spara tid.Om arbetet innebär flera böjningar av produkter, varför inte tänka på att köpa specialutrustning, och kanske också om att ge böjningstjänster till andra människor. I det här fallet kan du snabbt betala för enheten.
Alternativt finns det möjlighet att hyra en rörböjningsanordning för en viss tid. Om det finns ett sådant alternativ i din stad, så sparar du tid och du behöver inte betala för dyra tjänster av företag.
För information om hur man böjer ett rör utan pipbender för en baldakin, se följande video.



















