Specifikationer och metoder för installation av profilrör

Modernt byggmaterial är ett profilrör, som erbjuder oss metallurgisk industri. Transportbandsproduktion av kärnrör påbörjades i mitten av förra seklet, men bara nu har användningen av sådant material blivit relevant vid byggnadsarbetet.


Särskilda funktioner
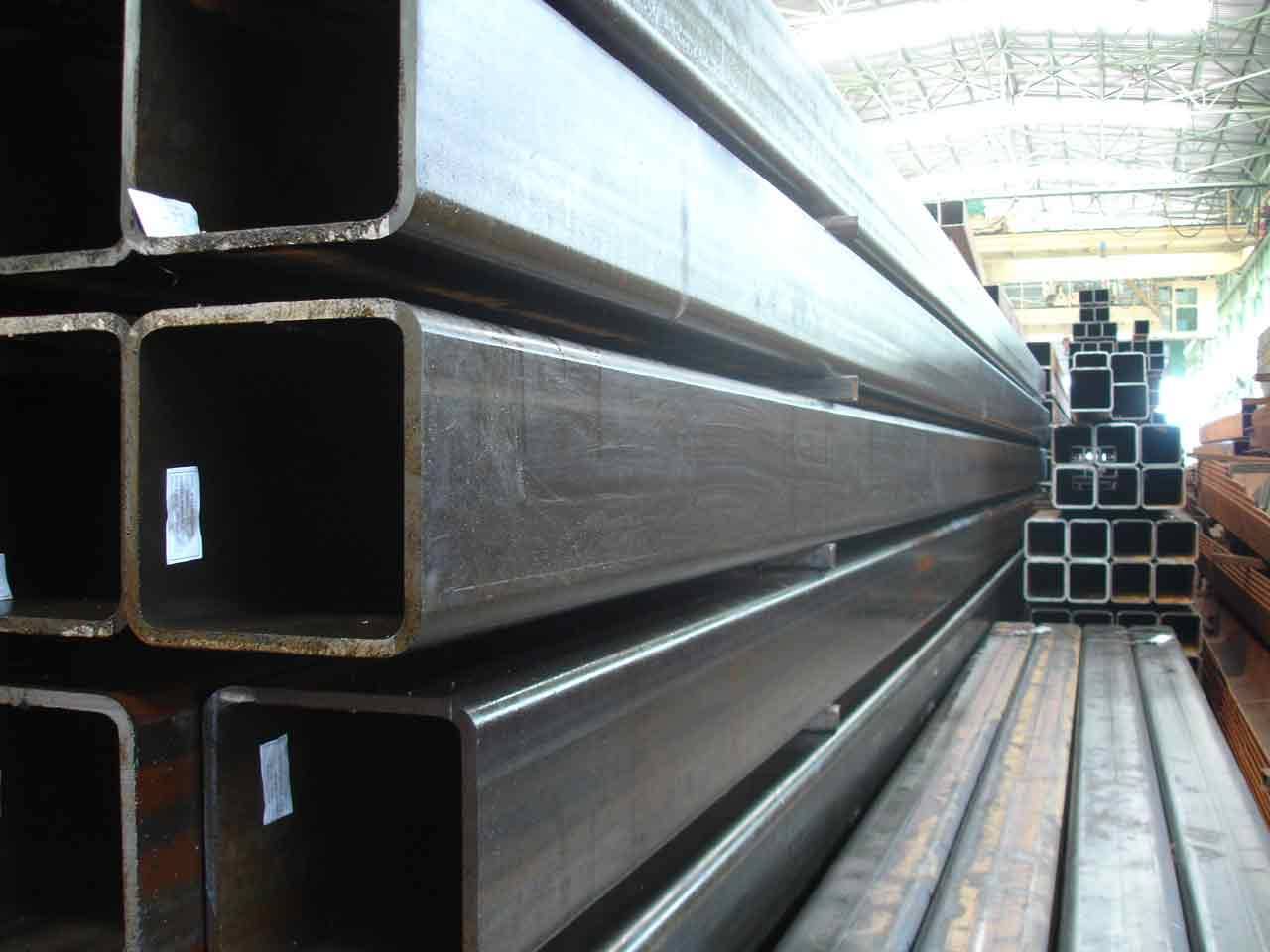
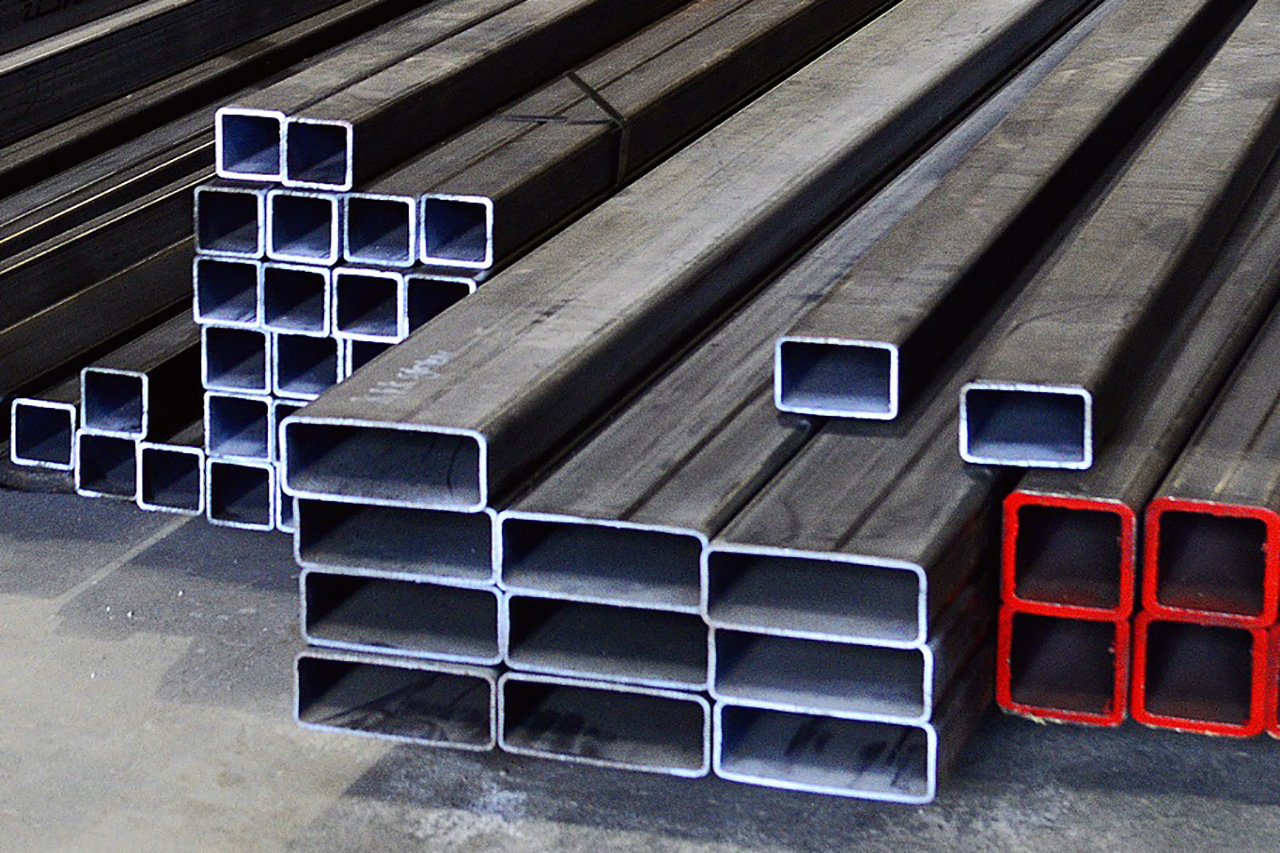
Tomma stavrör kan ha olika sektioner, t ex kvadratiska och jämnt ovala. De är gjorda med olika material.
Det kan vara:
- rostfritt stål;
- kolstål;
- låglegerat stål;
- plast.
När det gäller tillverkningen av sådana rör består den av att byta runda sektioner till önskad form: kvadratisk, oval eller rektangel.Vid tillverkning av begagnad remsa, vilken är en slags metallplåt eller ett material som senare kommer att användas för tillverkning. Och sålunda får röret, som redan är färdigt med hjälp av specialutrustning, den nödvändiga formen av sektionen.
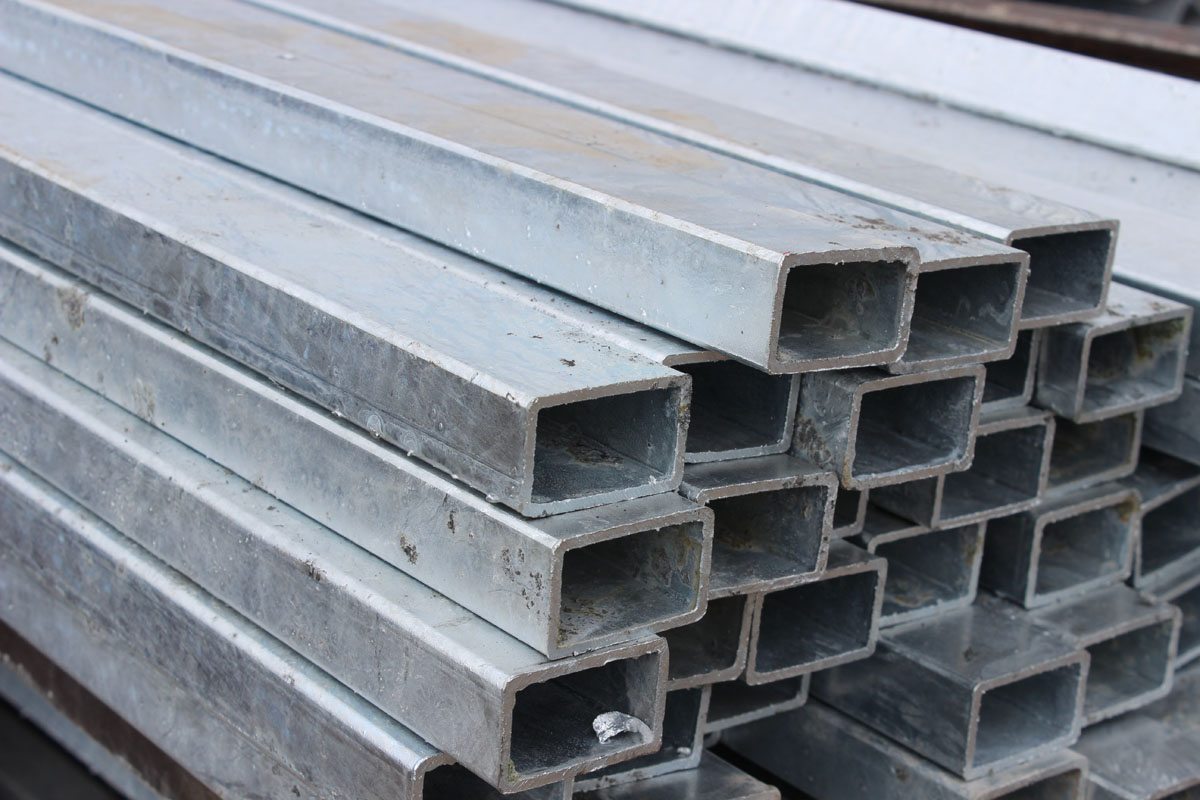

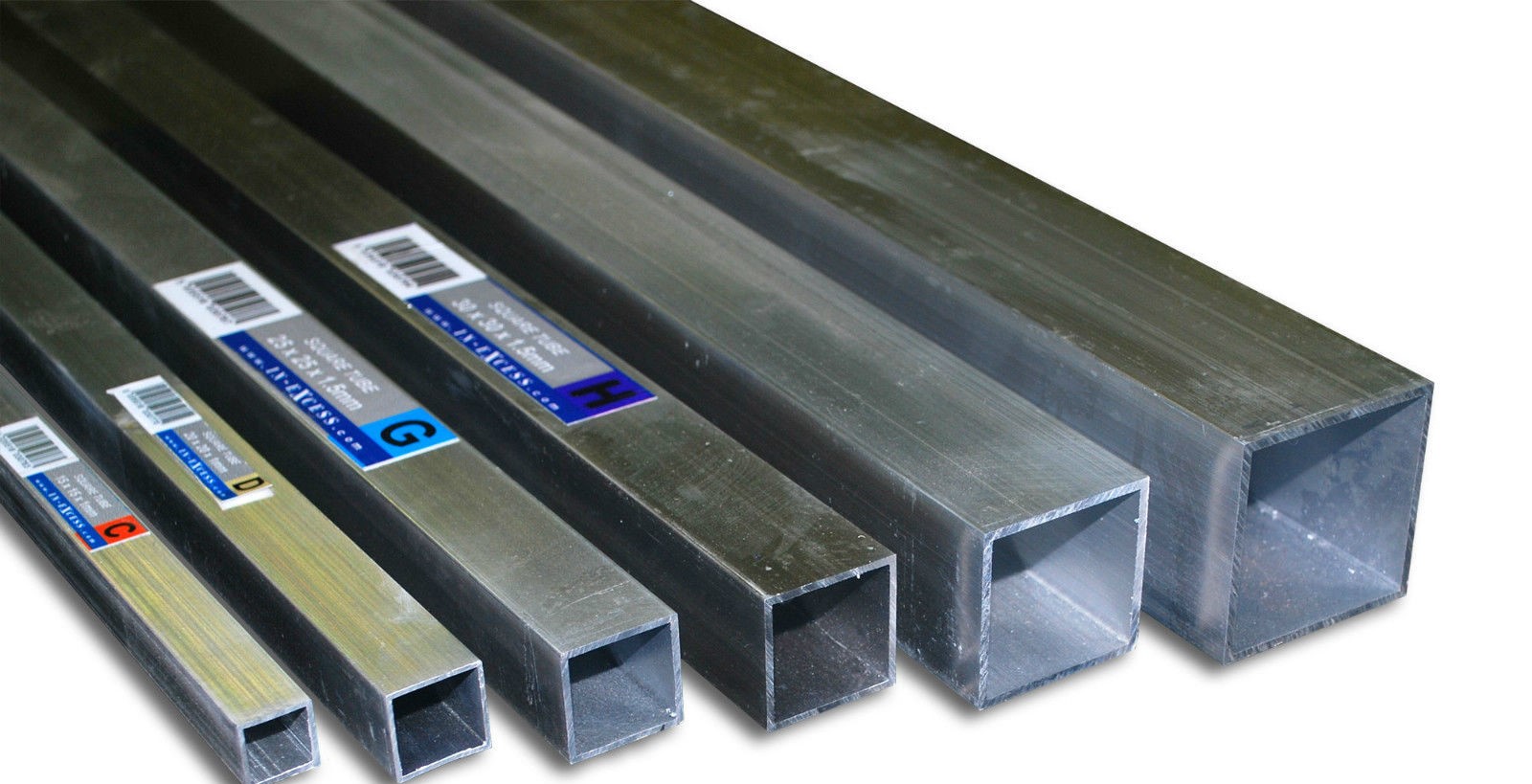
Det profilerade röret kan vara aluminium, metall, galvaniserat. Dessutom är det annorlunda i utseende - det kan vara kvadratiskt, rektangulärt, inklusive tjockväggigt och tunnväggigt. Profilvyn har en mångsidig sektion. Minsta sektionen av profilröret är 1x1 cm, men sektionens maximala storlek kan nå 50x40 cm. När det gäller tjockleken på den här produkten kan den vara 1 mm och uppnå 2,2 cm. Dessa typer kan klara maximal belastning, eftersom den plana ytan är jämn distribuerar den till segmentet. En sådan produkts vikt är liten på grund av att röret i mitten är tomt. Sålunda blir den tillverkade konstruktionen väsentligen lättare.

Profilerade rör används:
- för organisationen av ramverket för framtida konstruktion;
- för arrangemang av plattformar och stora arenor;
- för konstruktion och rekonstruktion av bågar och broar;
- för konstruktion av spannmål på bondgårdssidor;
- som grund för skyltar;
- för konstruktion av mansards eller byggnader av låg typ;
- för uppförande av skiljeväggar eller lokaler för industriellt bruk.



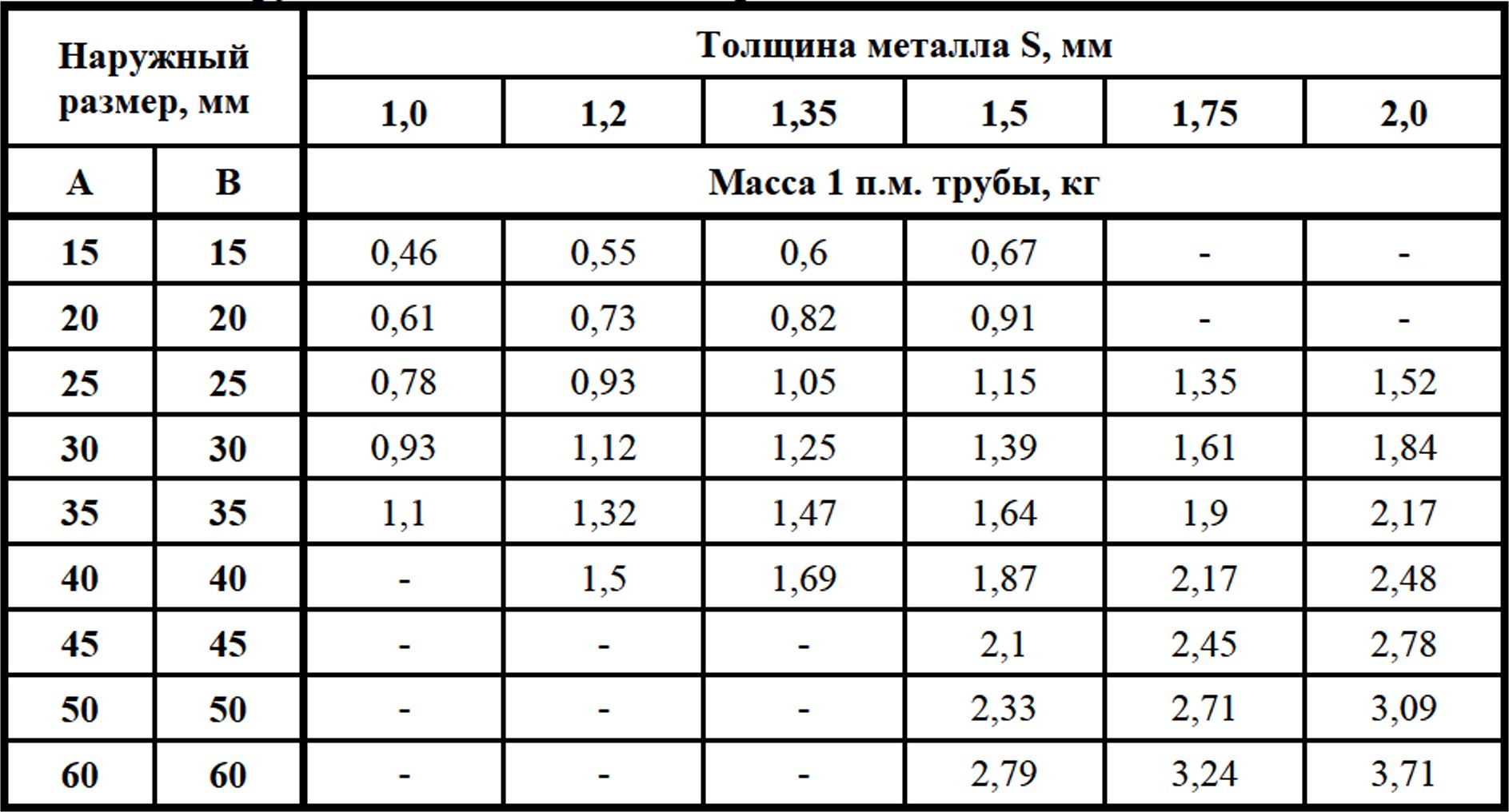
Mycket viktigt i materialets massa. För att förstå hur mycket röret väger och om det passar det önskade arbetet, kommer du att få hjälp av ett bord som tillverkaren fäster vid varje rörmärke. Baserat på hennes data kan du avgöra om det kommer att kunna böjas hemma. Det bör noteras att detta material är grundläggande i vissa byggnadsarbeten och i strukturer. Det kan användas för att organisera ramverket för överlappningen av en lagerbyggnad. Få en tillförlitlig och relativt prisvärd design.
Om byggnadsställningen är utformad av formade rör, så kan du enkelt komma till fasaden på en byggnad för reparation eller motverkande verk.


På grund av det faktum att rör av denna typ är lätta att ansluta på kort tid, med användningen kan du installera en tornkran och du behöver inte använda tunga maskiner.
När det gäller funktionerna i detta material är bland dem följande:
- användningen av dessa rör är ett ekonomiskt alternativ, eftersom byggandet av stora byggnader kräver lite material;
- Installationshastigheten och dess ljushet är en stor fördel, vilket gör det möjligt att bygga en stor byggnad på kort tid.
- Vid tillverkning av rör av den typ som används korrosionsbehandling, som är fullt lämplig för sanitära och hygieniska normer.
- Ett annat inslag i profilrörets konstruktioner är att ersätta en av hela konstruktionen, eftersom det inte finns något behov av att demontera den till den skadade sektionen, och det är tillräckligt att ta bort det gamla röret och installera en ny på samma plats.



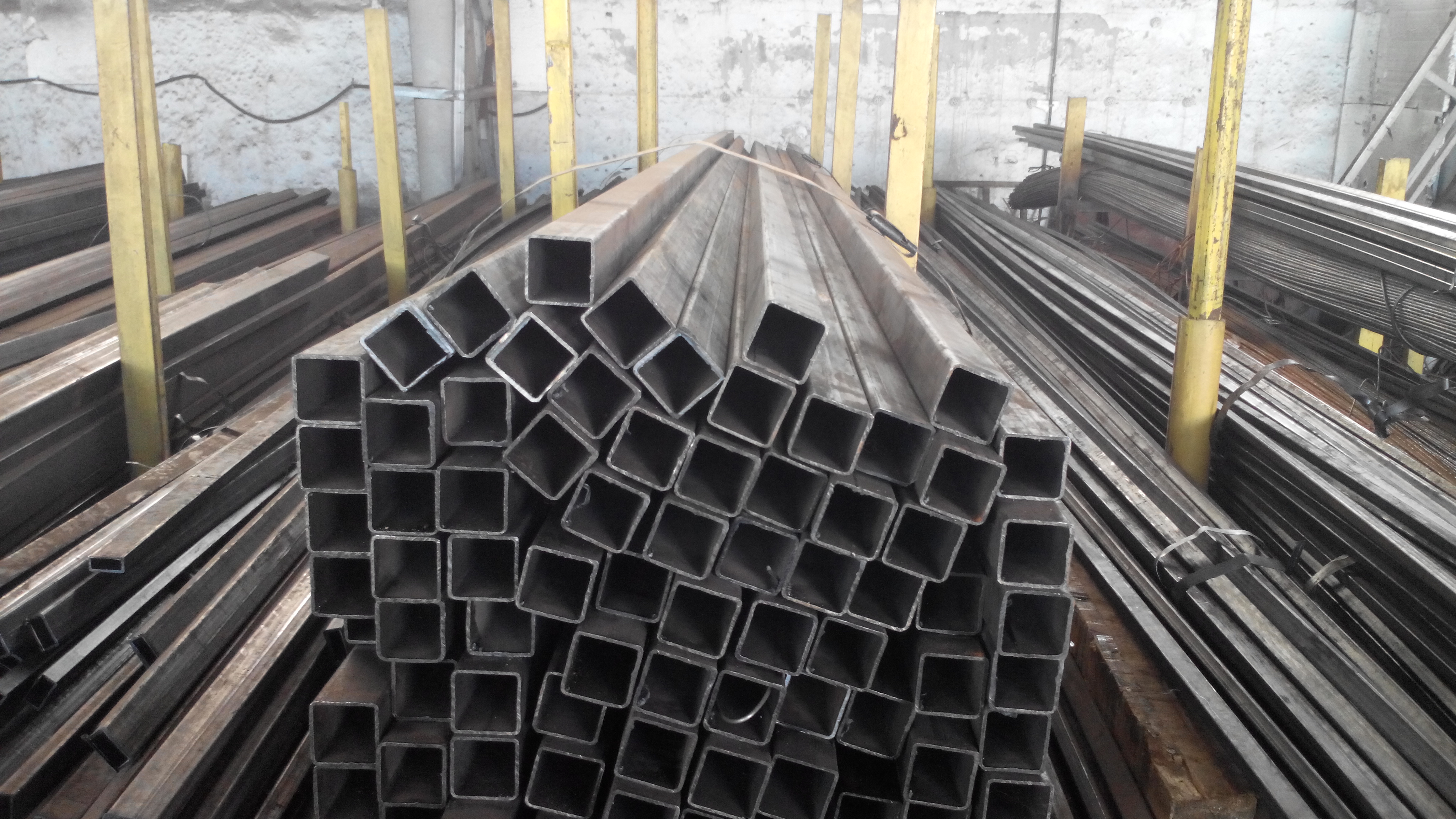
- enkel transport är motiverad av det faktum att rören är kvadratiska eller rektangulära i form och sålunda säkert fastsatta i ett läge;
- Sådana rör är motståndskraftiga mot hög belastning och böjning;
- deras användning gör det möjligt att utforma strukturer av vilken typ av komplexitet som helst.



På grund av att rören i profiltypen har sådana egenskapersom är mycket överlägsen alternativen med en rund sektion, de blev populära och blev relevanta för användning i olika syften. Men många betraktar som en nackdel den höga kostnaden för en sådan produkt och den låga korrosionsbeständigheten.
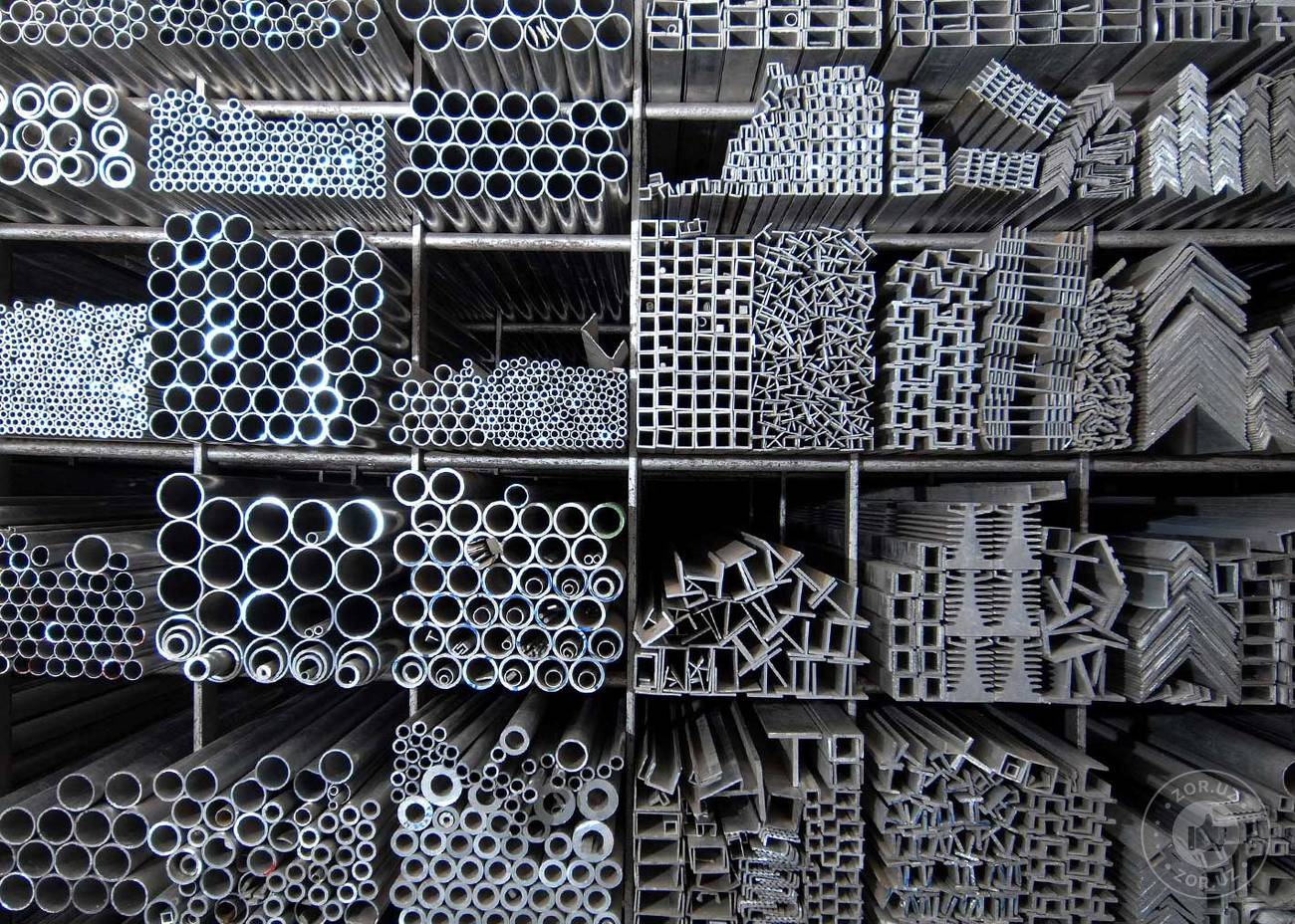
typer
Det är svårare att göra proftruby än alternativ med rundavsnitt. Tillverkningsprocessen sker i detta fall i flera steg. I första etappen köper fabriken en halvfabrikat, nämligen metallband med en tjocklek som kommer att vara tjockleken på det färdiga profilrörets väggar. Därefter avlindas tejpen, producera längsgående skärning, rätning, skära av ändarna av remsorna, utföra svetsarbeten och placera den på lagringsutrustningen. På den här utrustningen tillverkas ett rör med cirkulärt tvärsnitt, sedan installeras den i en gjutmaskin. Denna maskin utför preliminär svetsning av rörsektioner och startar utrustning som utför temperaturbehandling och bildar en profildel av ett rundrör.
Efter avslutad produktion kontrolleras produkten för överensstämmelse med GOST-standarderna. För ett sådant test utförs feldetektering,Visuellt inspektera produkten och kontrollera överensstämmelsen av storlekarna. Vid slutstadiet skärs de tillverkade rören i vissa delar och packas.
Tillverkningsprocessen kan variera, eftersom rören kan vara sömlösa, varmvalsade och kallvalsade. Dessutom kan även tekniken för att skapa material med en profilavdelning vara annorlunda.
Typ av rör:
- Sömlös het. Detta alternativ har hög korrosionsbeständighet.
- Profil kallvalsad. Designad för att motstå stort och regelbundet tryck. Dessutom har en sådan produkt en utmärkt indikator på densitet.
- Svetsad med en profil typ sektion. Denna typ har en bra indikator för densitet och är konstruerad för långvarig drift.
Om vi talar om användningsområdena för sådana rör, kan de som hör till standardvarianterna användas för att leda rörledningar, dra kabelutrustning, skapa byggnadsställningar och också som ett staket för en viss sektion. Stamrör används för att bygga en rörledning där tryckfall är möjliga.Det finns även värmebeständiga sorter som används inom industri- och livsmedelsindustrin och speciella rör av profiltypen, som används för att skapa delar till bilar. När det gäller rören, som används vid byggandet av byggnader, är dessa strukturella profilvarianter. Med hjälp i byggandet av behovet av att använda kranar och annan tung utrustning för byggandet av skyskrapor försvinner.



Separat bör överväga rörets form. De är gjorda i en oval, rektangulär, kvadratisk och platt sektion. Dessutom skiljer sig de i material. Det kan vara metall eller plast. Metall hänvisas till det mest krävda materialet eftersom det är hållbart. När det gäller plast är dess stabilitet lägre, men priset är mer acceptabelt.
Produktionsstadier
Processen att tillverka ett rör består av flera steg:
- bearbetning av den resulterande remsan;
- produktion med en rund sektion;
- byta från rund till formad
- värmebehandling och skärning till de nödvändiga dimensionerna;
- kontrollera överensstämmelse med GOST.

Materialet för tillverkning av profilröret levereras till växten i form av metallrullar. Dessa rullar är avlindade och skuren i en slitsmaskin. Efter att rullen har klippts till önskad bredd svetsas remsorna i en lång och lindas på trumman. Detta är nödvändigt för att fräsmaskinen inte slutar fungera. Således undviks produktionsfel.


Därefter matas arbetsstycket från trumman till formningsmaskinen, vilket ger ett rörämne med en cirkulär tvärsektion. Vid detta tillfälle erhålls ett rör som inte är stängt av en söm. Det är på scenen att bilda ämnet att metallen genomgår värmebehandling. Efter bearbetning installeras arbetsstycket på kvarnen för svetsning, vilket svetsar röret. Svetsen själv utförs på ugnsväg, det vill säga med skärmgas eller med högfrekvent ström. När det gäller sömmen kan det vara rak typ eller spiral. För att svetssömmen ska vara pålitlig och slitstark, expanderar maskinen sömkanterna. På detta sätt erhålls en gräs - överskott av droppar av smält metall pressas in i det formade rörets yta, den extra borren avlägsnas med hjälp av en skärare och i slutet av detta steg kyles röret med en emulsionssammansättning.

Vid nästa steg bildas det önskade tvärsnittet av det profilerade röret från en cirkulär sektion av röret. Denna procedur sker i en eller två olika versioner. Så, till exempel om det finns behov av att skapa ett rör med en oval eller platt sektion, då måste arbetsstycket passera genom rullar av kalibreringstypen. De är utformade för att rikta arbetsstycket längs hela längden. Om det finns behov av en kvadratisk, rektangulär eller någon annan sektion, läggs ett annat steg till föregående steg - hoppar över arbetsstycket genom en profileringsmaskin. Han är redan i automatiskt läge bildar avsnittet som är etablerat på kontrollen.
I slutet av produktionen skärs det resulterande röret i segment av samma längd, en studie utförs för att följa standarderna, och om allt passar ihop, packas det och skickas till adressaten.

För att röret ska skyddas ytterligare är det kallt eller varmförzinkat. Om varmgalvanisering utförs, rensas sedan röret och doppas i ett bad med kokande zink, och om en kall metod används, appliceras ett lager av pulver eller polymerfärg på ytan av produkten.
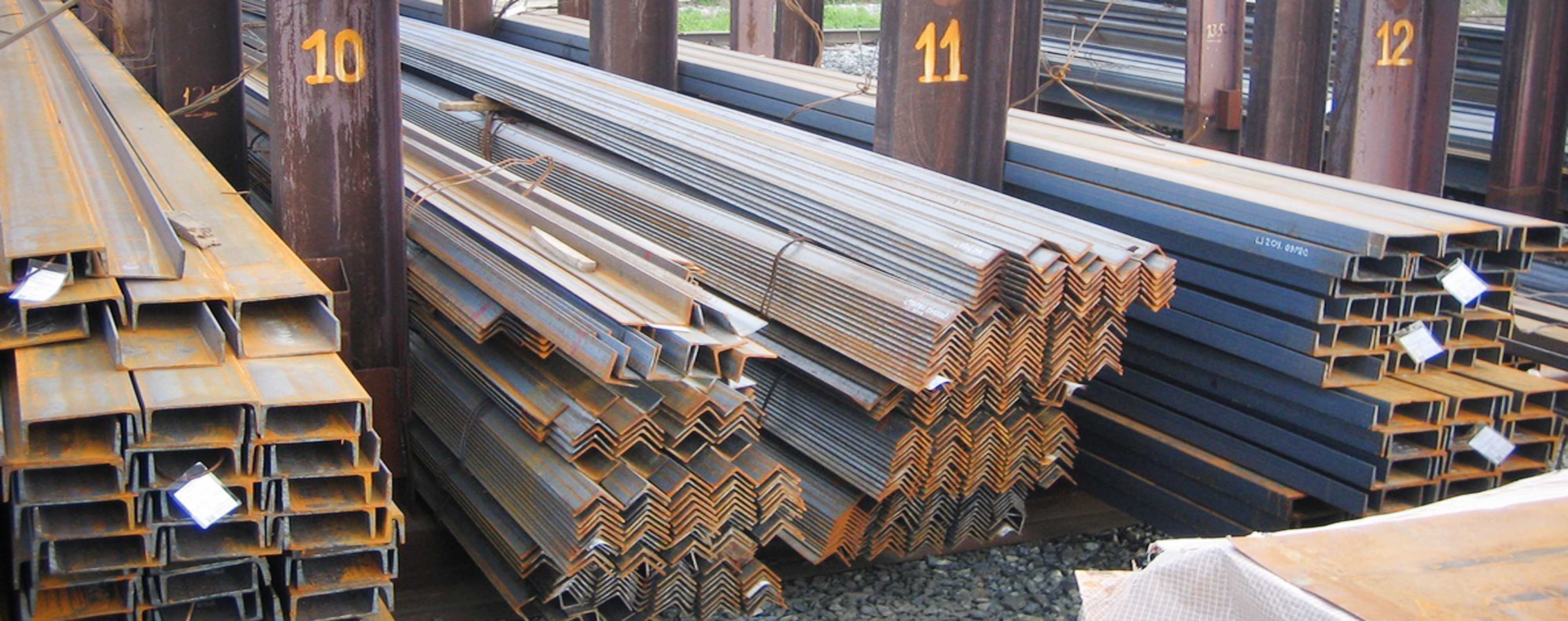
dimensioner
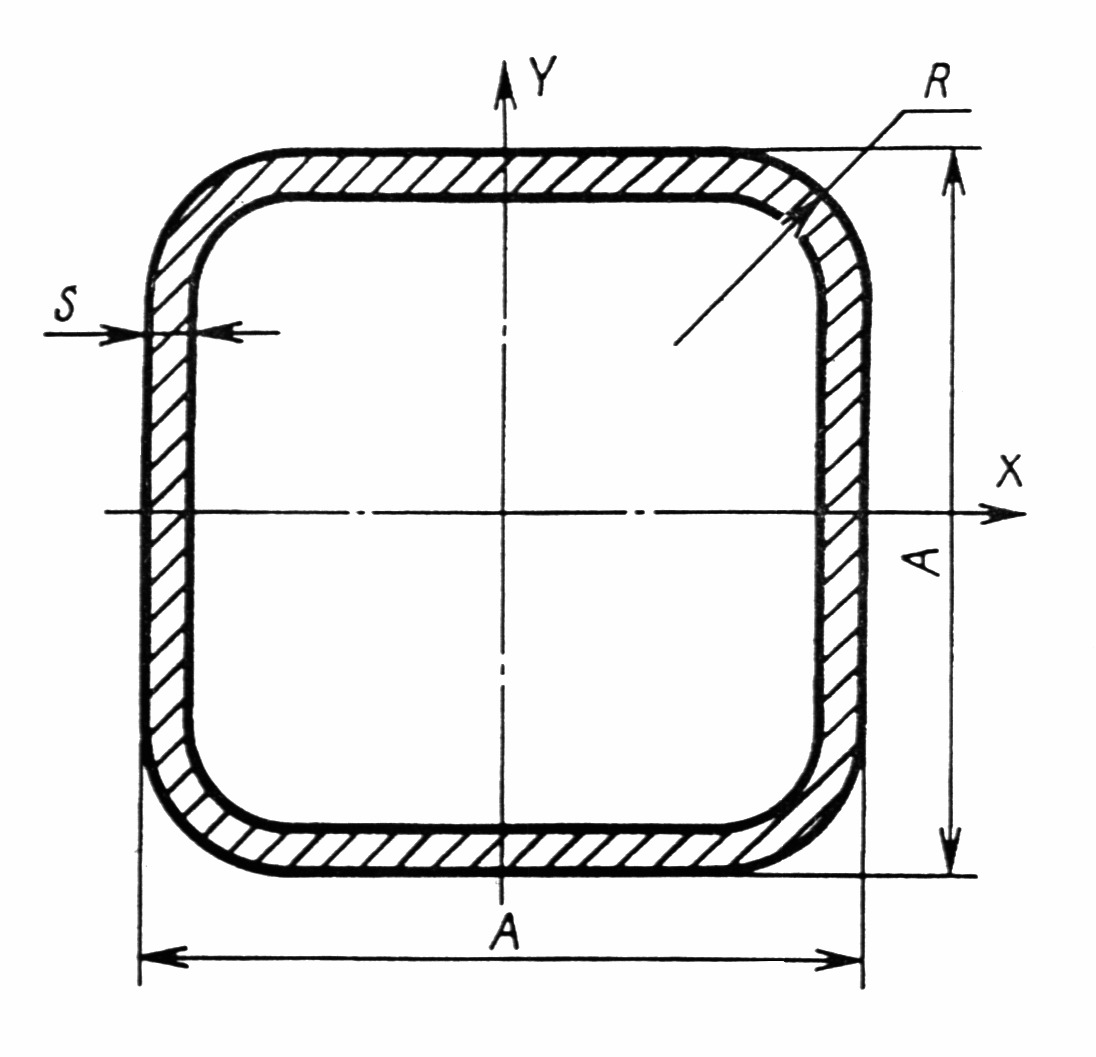
Enligt standarderna beräknas storleken på rören i olika sektioner utifrån de råmaterial som används för tillverkningen. Denna metall har en densitet av 7,85 gram per kvadratcentimeter. För rör med profilsektion finns vissa kriterier som anges i GOST 8645-68.
Produktkraven är:
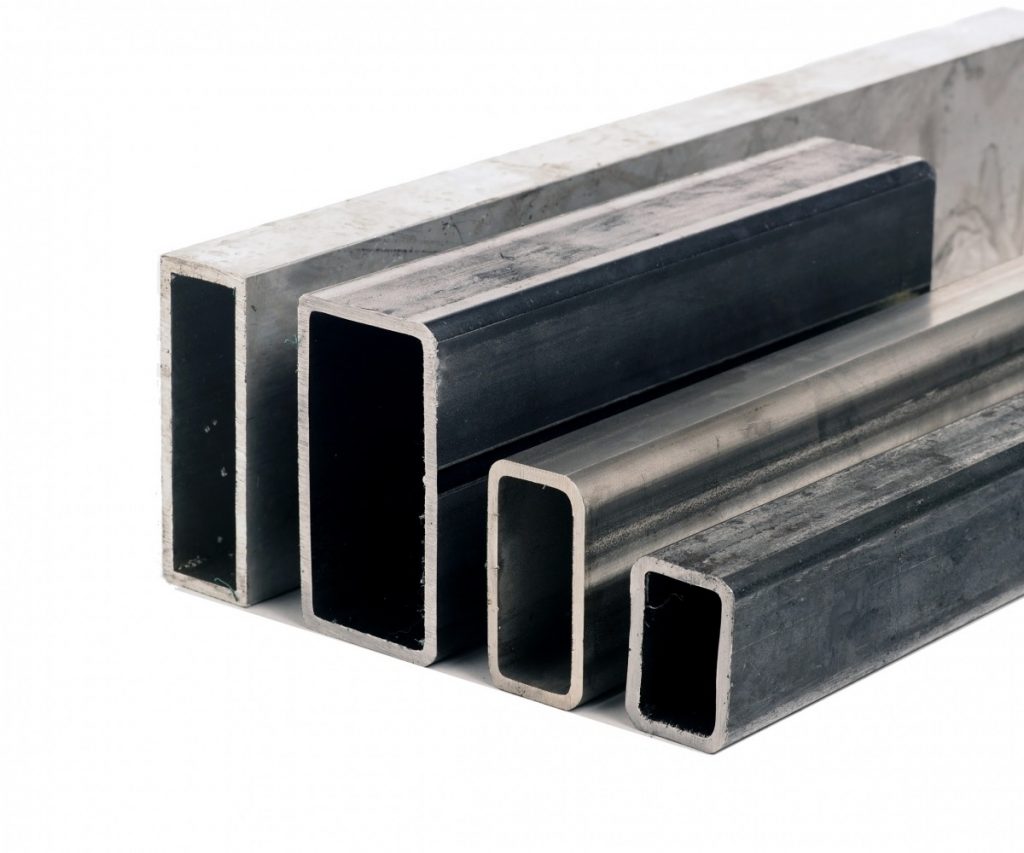
- ytterväggen har en längd av 1,5 till 18 cm;
- Ytterbredden kan vara från 1 till 15 cm;
- väggtjockleken kan också vara från 1 mm till 1,2 cm;
- sektionen kan vara den mest mångsidiga
- vikten beräknas med meter, till exempel en meter kan vara 300 gram och 55 kilo, allt beror på rörsektionen.

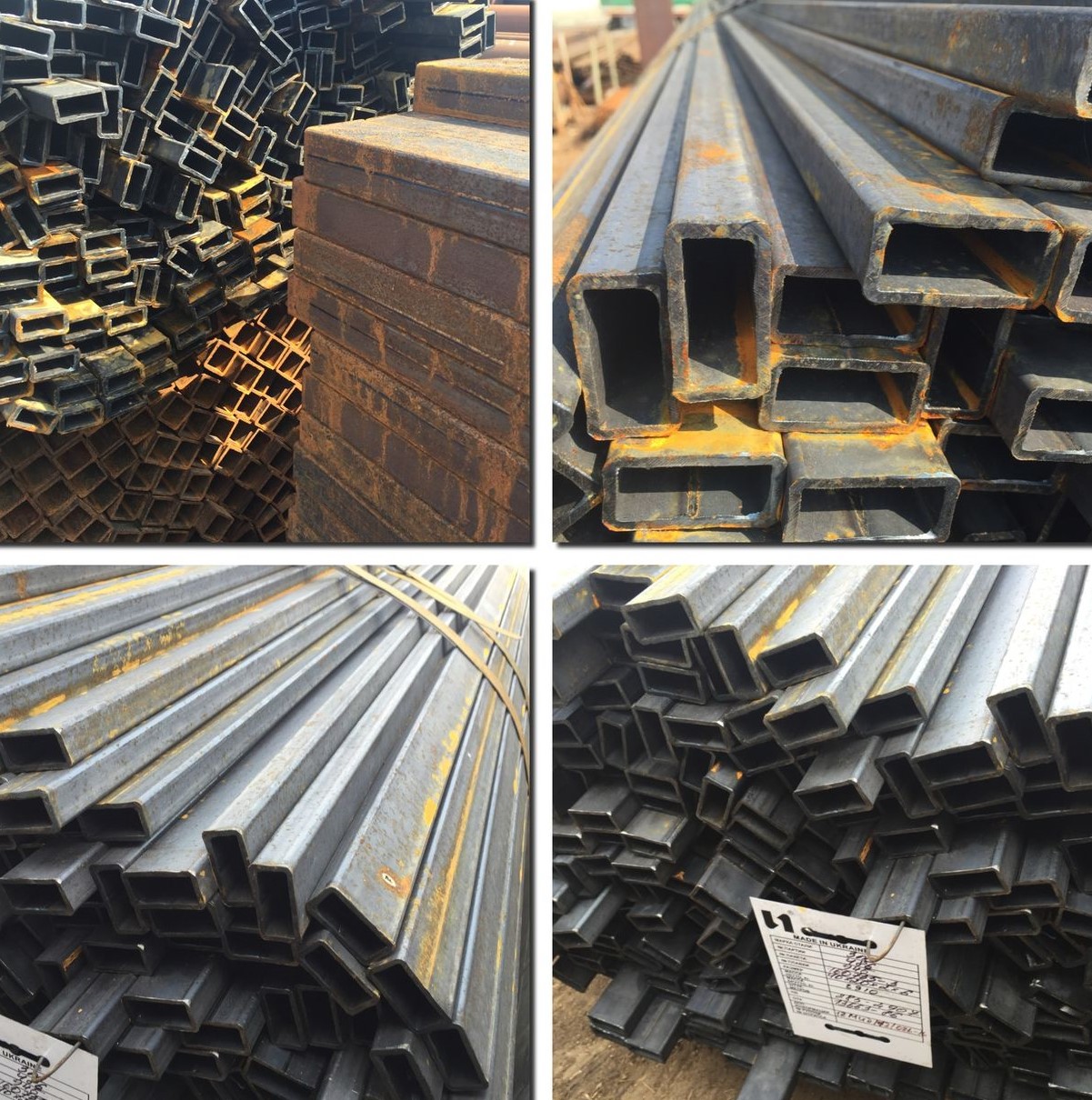
Profilröret med ett kvadratiskt tvärsnitt kan således tillverkas enligt GOST, vilket möjliggör tillverkning av rör med externa ribbor från 1 till 18 cm i längd och väggtjocklek från 1 till 6 mm. I detta fall kan tvärsnittsarean variera från 0,4343 cm2 till 90 cm2. Vikt kan vara från 269 gram per 1 meter och upp till 70 kg per 1 meter.
Om en struktur med ovala tvärsnitt är gjord, då får man i tillverkningen av sådana produkter använda större och mindre storlekar. När det gäller stora storlekar kan deras diameter vara 6 mm till 9 cm och den mindre diametern kan vara 3 mm till 50 mm.Tjockleken på väggarna kan vara från 0,5 till 2,5 mm. Även med denna produktion tillåts en ytterdiameter från 5 mm till 11 cm. Om röret tillverkades enligt dessa parametrar kan vikten på en meter av produkten nå 4 kg.
GOST specificerar dimensionerna och andra parametrar för rör som är mest efterfrågade bland konsumenterna. Vid tillverkning av sådana rör för en enskild kund med ett stort antal produkter kan en separat bestämmelse i GOST diskuteras.
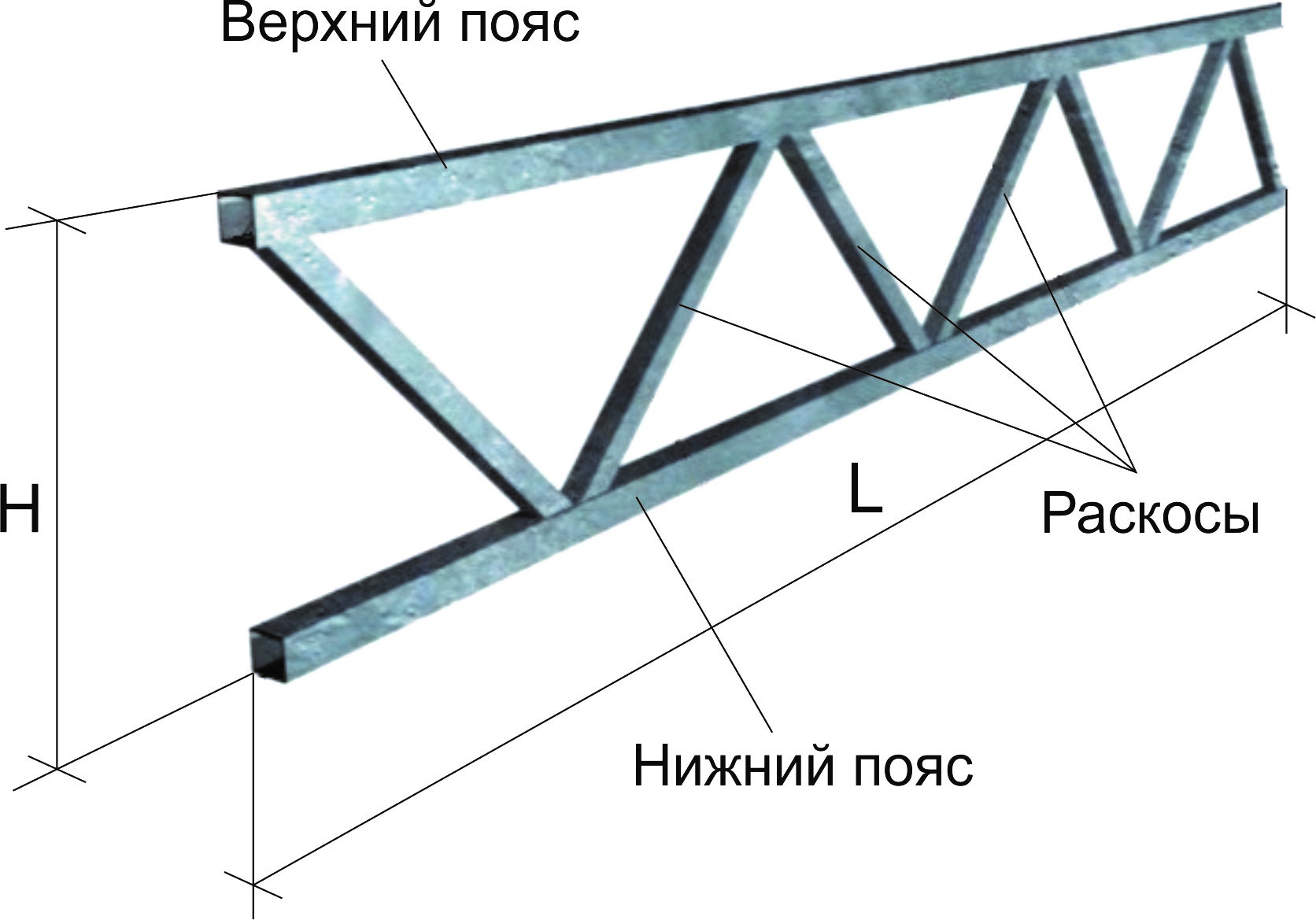
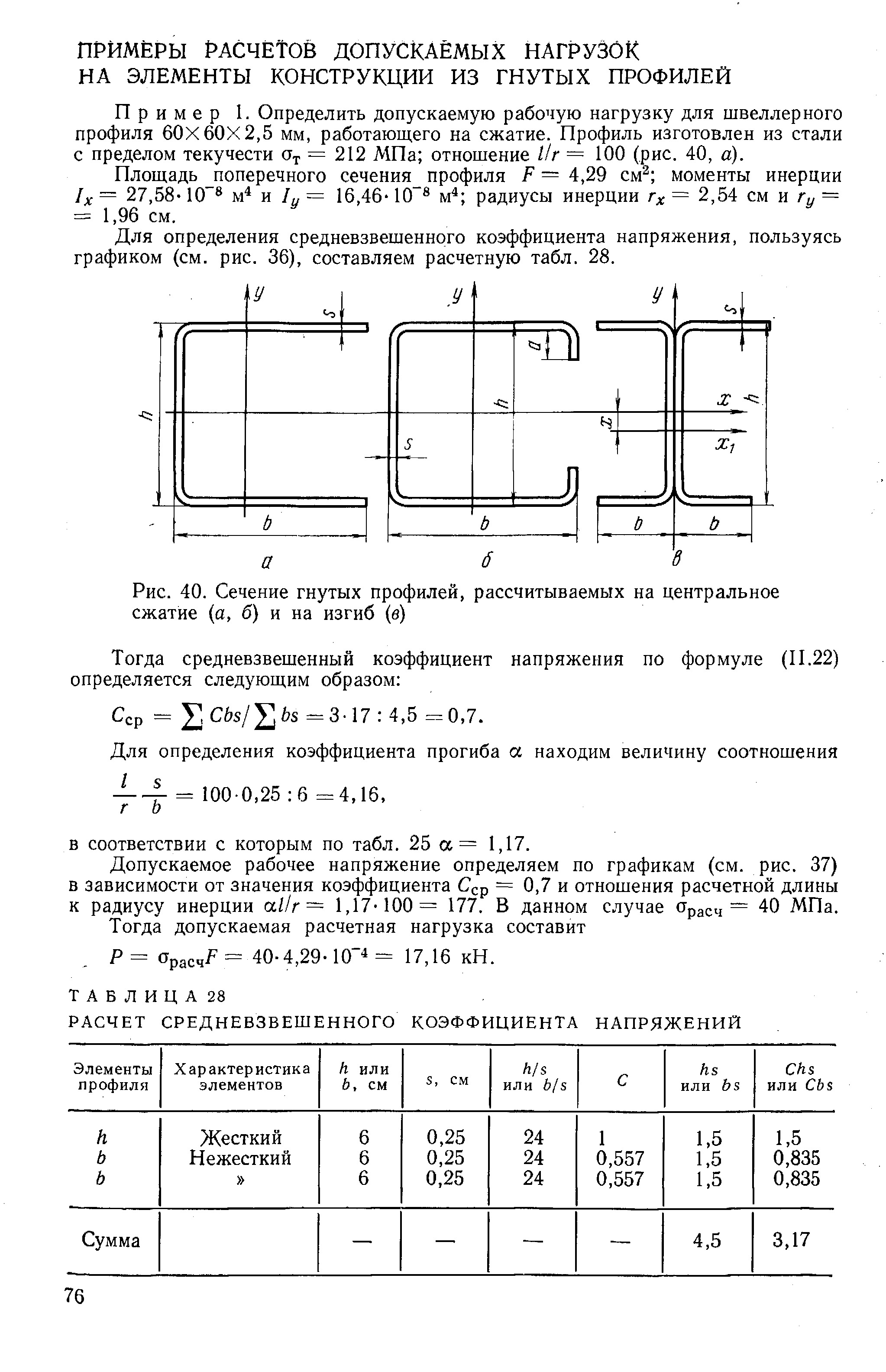
Lastberäkning
Vid val av profilrör bör köparen veta hur viktigt det är att beräkna parametrarna och belastningarna för stödstrukturerna. Men inte alla vet hur man korrekt utför sådana beräkningar och köper ett sådant tvärsnitt så att belastningarna är lämpliga för framtida konstruktion. Om en räcke, staket eller växthus är konstruerad av rör, är det möjligt att göra utan beräkning, men om en baldakin, ett tak, en visir, etc. kommer att byggas av dessa rör, är det nödvändigt att göra noggranna beräkningar.
Något material har egenskaper som klarar vissa belastningar. I detta fall inget undantag och det stål från vilket rören är tillverkade med en profilsektion.Om strukturen kommer att påverkas av en riktig belastning, kommer det att klara sig, men det kommer tyvärr att böjas. Men efter att ha tagit bort vikten från strukturen återställs den till sin ursprungliga position. Och om du överskrider den tillåtna belastningen, kommer den att böja och efter att du har tagit bort tyngden kommer den att vara kvar i en böjd position.

Vid belastningsberäkningar är det nödvändigt att ta hänsyn till följande parametrar:
- rördimensioner och sektionstyp;
- konstruktion stress parametrar;
- Kvaliteten på källkoden från vilken röret kommer att göras;
- typer av möjliga belastningar som rörkonstruktionen måste tåla.

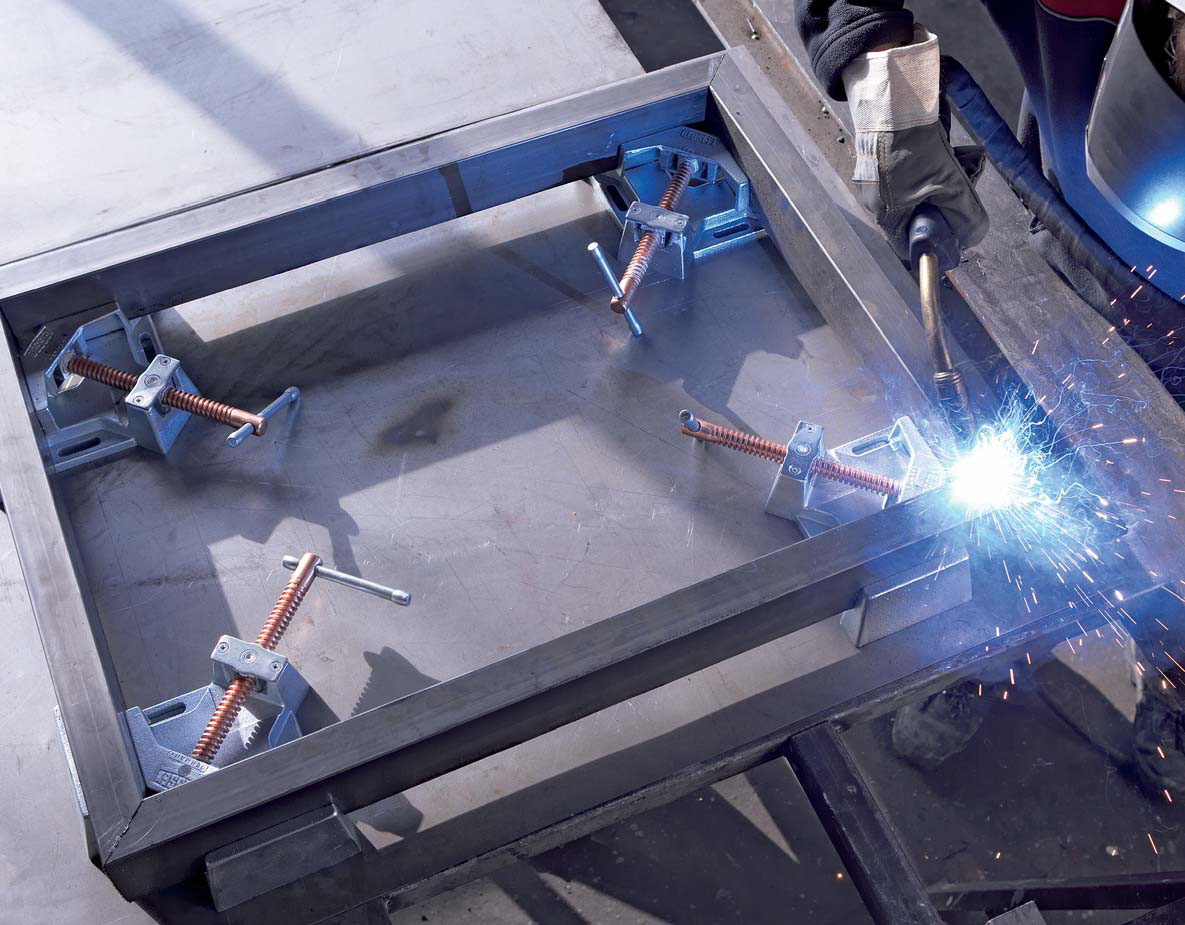
montering
Profilrör skapas enligt de standarder som fastställts av GOST. Det ger möjlighet att använda materialet som grund för stödjande strukturer. För att byggnaden ska kunna byggas på kort tid utvecklade specialisterna speciella fästelement. Det kan vara antingen klämmor eller olika plattor och klämmor. I modern konstruktion används krabbafästningar oftast. De kan kombinera flera material. De kan vara X-, G- och T-formade. Tillverka sådana fästanordningar från galvaniserat stål.Den största fördelen med ett sådant fästsystem består av två komponenter, som gör det möjligt att helt omsluta produkterna och fixa dem ordentligt.
Använd också ett system med klämmor och rördelar för att ansluta röret. Kontaktdon är tvärformade, tredubbla och vinklade former. Kors och tee kan ansluta flera rör, och med hjälp av ett hörn kan du böja strukturen.

Om det finns flera typer av fästelement, kan du inte använda svetsning, vilket är mycket praktiskt vid konstruktion av en liten byggnad, till exempel tält och liknande små föremål.
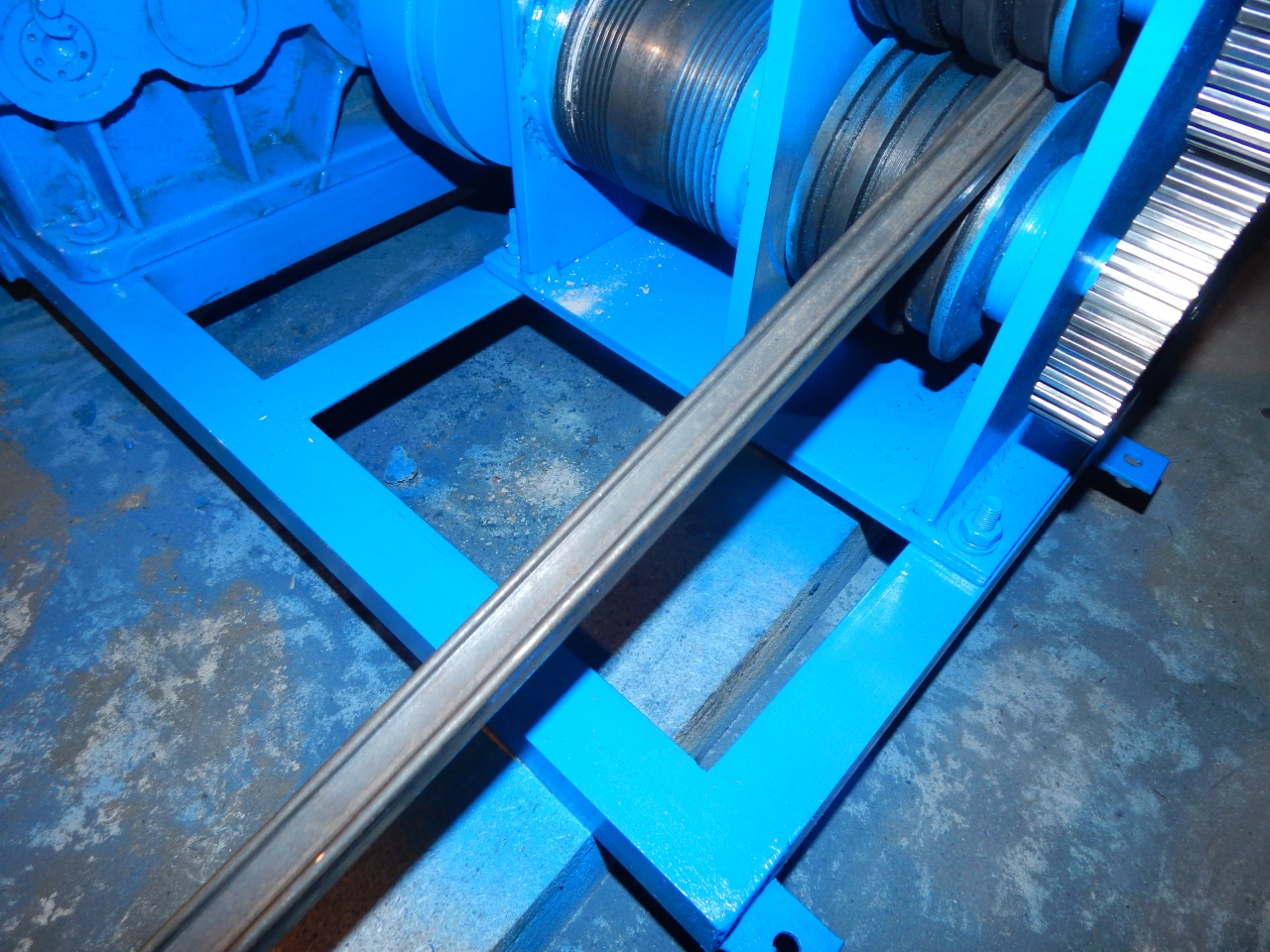
tips
För att göra rören, som beaktas i denna artikel, använd speciella rullar. De kan ha stor kraft, med hjälp av vilka rören under den etablerade sektionen deformeras. Om du själv vill göra ett rör av denna typ, som inte kommer att ha stor belastning, till exempel för tillverkning av möbler eller växthus, är det tillräckligt att köpa en liten maskin som kan göra en metallprofil. Och om det är nödvändigt att producera formade rör som klarar vissa belastningar,det vill säga de kommer att användas för att utforma bärande strukturer, då är det redan nödvändigt att köpa färdiga element som tillverkas med hjälp av en speciell teknik och under fabriksförhållanden.


Tillverkning på fabriken sker enligt följande steg:
- Växten mottar stora rullar av rullat järn som skärs i remsor som motsvarar rörets sektion som tillverkas;
- då, med en svetsmaskin, är alla remsor anslutna till en lång remsa som är lindad på en trumma;
- Lägg sedan den här tejpen i maskinen, vilken bildar remsan i ett rör med ett cirkulärt tvärsnitt.
- efter det svetsas ämnena i ett helt runt rör;
- sedan kyls och svetsas de svetsade elementen;
- Efter bearbetning placeras rören i en maskin som redan bildar en rund del med ett tvärsnitt installerat, det vill säga ett rör med en kvadratisk, rektangulär eller oval tvärsektion.
Experter rekommenderar att man använder 4 rullar i ett fyrkantigt rör och en maskin med 2 rullar i ett ovalt rör.

Efter tillverkning av rör måste de också provas för att de uppfyller kraven för GOST.
För att göra detta, använd dessa kontrollmetoder:
- Feldetektionsvortexmetod, som visar magnetiska och elektriska driftsäkerhetsindikatorer.
- En visuell inspektion avslöjar eventuella fel, grovor, oegentligheter och liknande kriterier som den tidigare fasen av inspektionen inte kan avslöja.

Efter avslutad test upphettas och kyls strukturen. Produkten genomgår således värmebehandling. Om självtillverkning utförs är det bäst att behandla det med hög temperatur med hjälp av en blåsbrännare. Men det är bättre att inte göra ett sådant rör på egen hand, eftersom det förutsätter närvaro av 4 rullar, samt en specialiserad maskin som utför arbete med hög ljudnivå, vilket är oacceptabelt för levnadsförhållandena.
Om ett rör med ett kvadratiskt tvärsnitt produceras, måste produkten uppfylla GOST 8639-82 standard. Om det är med en rektangulär sektion måste standarderna för GOST 8645-68 följas, och om röret är ovalt måste det uppfylla GOST 8642-68. Men efter tillverkningen måste det testas, eftersom det är så att du kan vara säker på produktens kvalitet.

I statliga standarder är närvaron av sådana defekter tillåtna:
- På toppen av det färdiga materialet kan det vara små nicks, bucklor, dross och spår av skrotrengöring.
- Enligt kraven är en liten mekanisk skada, ett tunt skikt, rester av metallfläckar och spår efter eliminering av defekter tillåtna vid svetsen.
Efter tillverkning och inspektion ändras ändarna till en storlek, trimning utförs strikt i en vinkel på 90 grader.
I händelse av att sådana delar kommer att användas som ett material för att flytta vätskor under tryck, är det nödvändigt att ta element som kan tåla möjliga tryckfall. Ett sådant kriterium kan beräknas med en speciellt skapad formel. För att beräkna tryckeffektsindexet med närvaron av en rektangulär eller kvadratisk sektion är det nödvändigt att använda formler som är utformade för en specifik sektionsform.
Se även videon på hur man producerar formade rör.



















