Rörbenders för profilrör: designfunktioner och oberoende produktion

Rörbensaren är en speciell anordning av manuell typ eller en produktionsmaskin avsedd att böja ett rör av olika material i en viss vinkel. Seriella enheter skiljer sig åt i driftsprincipen och kan ha olika typer av enheter, men för att arbeta på någon av dessa enheter krävs viss erfarenhet.
Du kan använda aluminium, krom, koppar, vanligt och rostfritt stål eller plaströr med en diameter från 5 till 1220 mm eller en profil med en annan sektion. Böjvinkel - upp till 180 grader.


Enhet och syfte
Rektangulära, ovala och fyrkantiga rör i sektion kallas profil. En sådan maskin kan tillverkas för hand, köps i en butik eller på marknaden av byggmaterial. I den här artikeln kommer vi att titta på hur man gör en sådan enhet med egna händer.
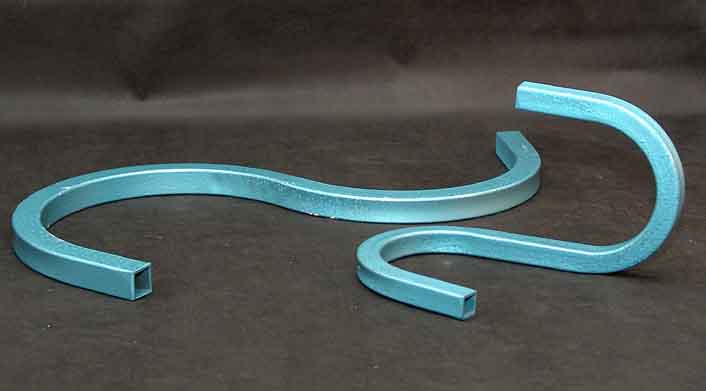
Vid tillverkning av en baldakin, en växthus, en baldakin, metallmöbler och andra konstruktioner är det bättre att använda böjda rör, eftersom sådana rör har plana ytor, vilket gör det bekvämt att montera takmaterialet. I levnadsförhållanden är det inte lätt att böja röret utan deformationer och veckningar.


Därför används en rörbender. I de flesta fall är den här enheten utrustad med en hydromekanisk eller elektromekanisk enhet. Med hjälp är det möjligt att böja röret under vilken grad som helst. För tillverkning av delar kan du böja rör på speciella produktionsmekanismer. Men med tanke på deras höga kostnader är det bättre att montera en rörböjningsmaskin med egna händer hemma. Montering är tillverkad av tillgängliga och ofta tillgängliga material. Lätt konstruktion tar inte mycket utrymme i garaget eller på gården.
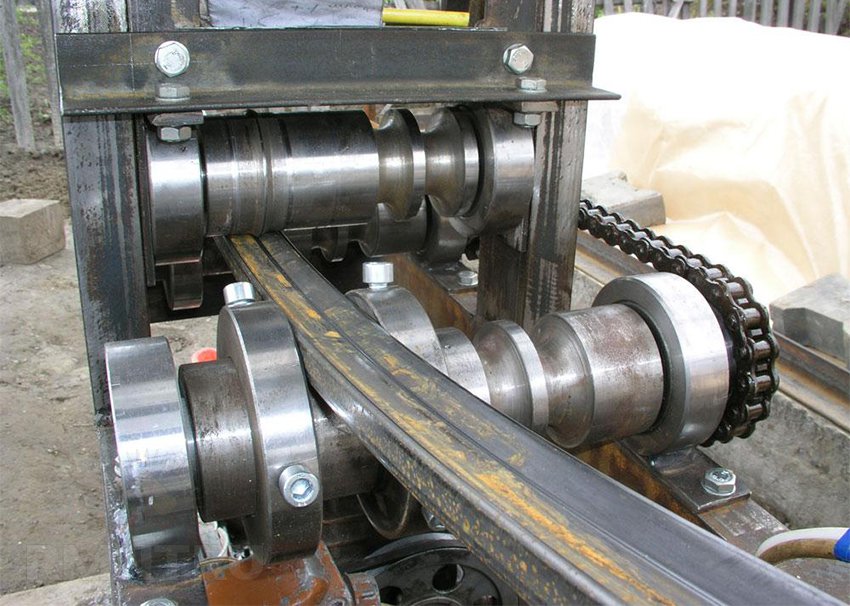
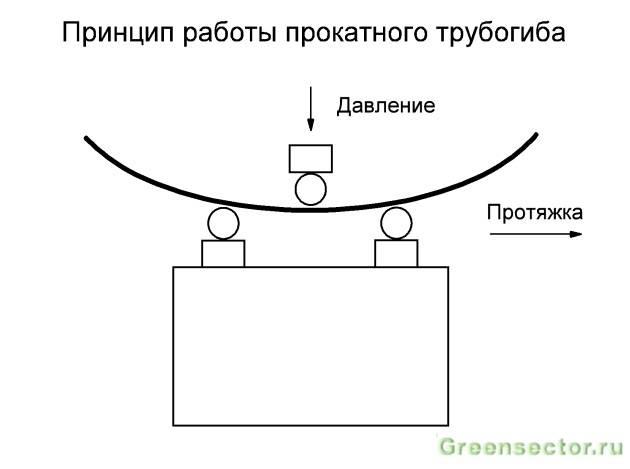
Huvuddelarna som används för en sådan maskin är axlarna (rullarna), spaken (jack), drivkedjan, hydraulcylindern, rotationsaxeln, ramen för enheten. Rammen kan stängas och öppnas. Huvudkomponenten hos en sådan anordning anses vara den hydraulcylinder som utför kraftrollen. Funktionsprincipen för en hemlagad rörbensare är alltid densamma - arbetsstycket placeras på rullstopparna och i mitten finns en stopprulle som utövar tryck på röret och böjer det till önskad radie.

Rullarna bildar cylindriska eller räfflade, beroende på arbetsstyckets storlek och form. För en bred och platt profil är släta rullar lämpliga att använda, för höga och smala rullar med en spårstyrning krävs. Mer efterfrågade universella rullar. Vid behov är styrskenor fastsatta på rörformen. Denna mekanism kräver utgifter av fysisk styrka. För att underlätta arbetet med maskiner utrustade med hydrauliska drivenheter. Dessutom är de utrustade med en elektrisk växellåsmotor (enkormsmask). Valet av växellådans typ beror på rörets diameter. Sådana ytterligare installationer gör det möjligt att utföra böjning.rör med stor diameter.


Princip för verksamheten
Böjningen av profilröret sker enligt principen om rullande eller rullande. För att böja rör av liten sektion kan enkla metoder för hand tillämpas, vilket inte kräver att en komplex mekanism skapas.
Dessa inkluderar:
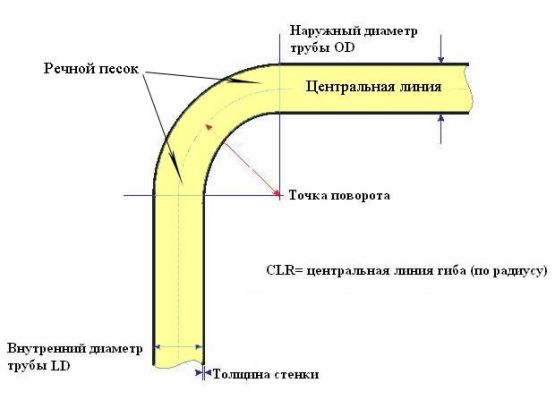
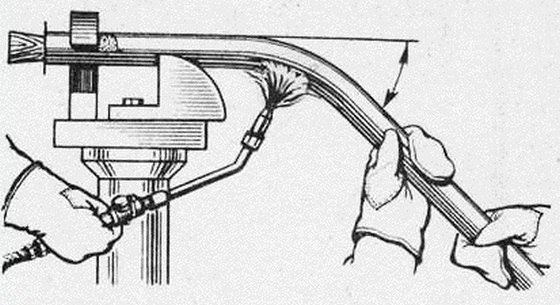
- Fyllning med sand. Insidan av det förberedda röret är fyllt med fin sand, tidigare torkad och siktad. Hål på båda sidor är stängda med trafikstockningar. Vidare böjer röret i ett mönster av önskad form. Vid behov upphettas platsen av viken med en blåsbrännare eller en gasbrännare tills det blir rodnad. Denna metod är tidskrävande, har låg kvalitet och låg noggrannhet.
- Fyllning med vatten. Att böja en profil med vatten måste först frysas. Röret är förseglat i ena änden med ett stopp, fyllt med vatten och placerat i kylan. Under inga omständigheter borde båda ändarna av röret stängas med ett stopp så att när isen expanderar kommer det inte att bryta röret. Därefter böjes den frusna profilen med en mall. Denna teknik är väl lämpad för tunnväggiga koppar- och aluminiumrör.

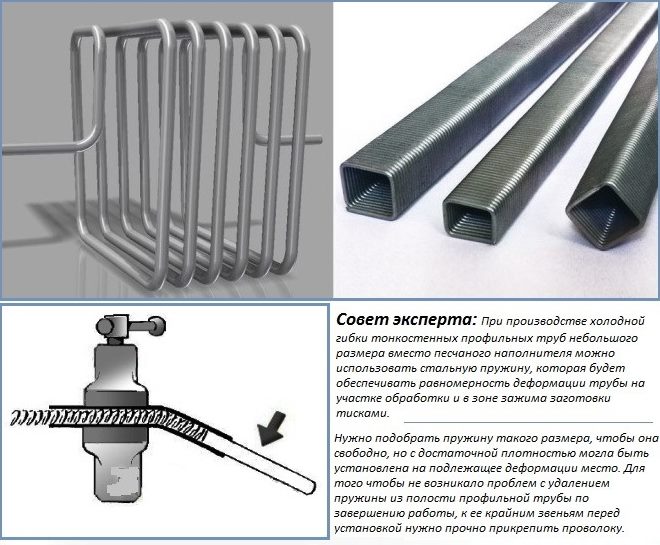
- Spring. I förväg krullas en spiral från metalltråden, vars dimensioner är 3-5% mindre än den inre profilsektionen. Fjädern placeras inuti, och efter att röret kan böjas på ett enkelt sätt med en mall.Efter avslutat arbete avlägsnas fjädern, jämnas, och det är möjligt att återanvända det.
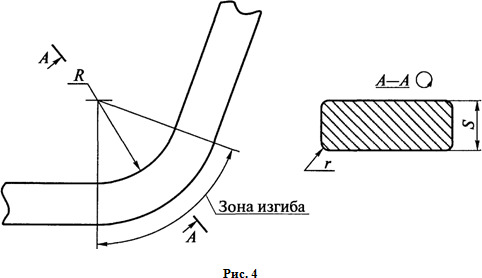
- Svetsning, skärning. Denna metod används om böjningsradien är minimal och röret är tjockväggigt. Från den avsedda böjens insida, enligt tidigare framställda geometriska beräkningar, skärs segmenten med hjälp av en kvarn. Röret lutas till önskad radie och de anslutna sidorna av utklippen svetsas med en svetsmaskin. För estetiska ändamål males svetssömmarna av en kvarn.


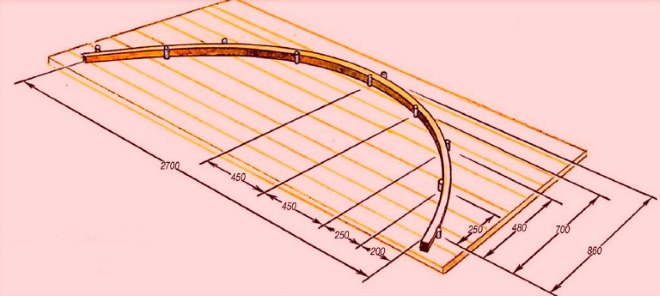
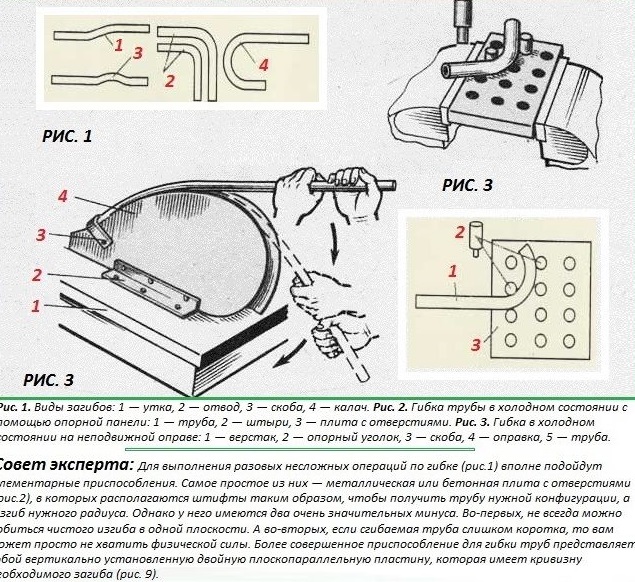
- Den enklaste designen är rörböjning med en mall. Denna metod är avsedd för tillverkning av ämnen av samma typ i stora mängder. För tillverkning av sådana mallar använd träplankor med en tjocklek av minst 2-3 cm. Limer (sidor) av något material installeras längs kanterna på det färdiga provet så att profilen inte glider av under arbetet. Fixera systemet till golvet eller något plan, bestämma betoningen för metallprofilen. Efter att ha byggt den mellan mothållet och mallen, tryck försiktigt på motsatt ände, vilket säkerställer jämnt tryck över hela planet.För att underlätta pressningen av röret används en extra spak, en vinsch. Denna metod är lämplig för en profil med en diameter av högst 1 tum. Vid användning av en större profil istället för en trämall används armeringsämnen, behåller den önskade radie, de är fixerade i en betongbotten.

Fördelen med den här metoden är att det är lågt och enkelt arbete, men precisionen och kvaliteten på arbetsstycken under bearbetningen kommer att ha låga priser. Dessutom måste du skapa ett nytt mönster varje gång du behöver böja en annan radie. Detta alternativ är väl tillämpat på böjning av aluminium och kopparrör.
De ovan angivna metoderna arbetar med hjälp av muskelstyrka, därför används de endast för tunnväggiga profiler med låg styrka. För rör med större tvärsnitt behövs speciella maskiner med en elektrisk mekanism. Men det betyder inte att det är nödvändigt att köpa en produktionsmaskin utan att misslyckas. Manuell växellåda är lätt att montera själv.

Typ av maskiner
Enligt driftskraven finns det fasta (stationära) och manuella maskiner.Stationära strukturer används i större utsträckning i fabriker. En handgjord enhet med egna händer är mer lämplig för hushållsarbete.
Beroende på frekvensomriktaren finns flera typer av rörböjningsanordningar:
- hydraulisk (hydraulisk jack applicerad). Det finns stationära och manuella. Böj rör med en diameter upp till 3 inches. Sådana maskiner används i specialindustrier och kan utföra en imponerande mängd arbete.
- Mekaniska. Trycket bildas manuellt med huvudskruven eller hävarmen.
- Electrical. Böjning sker på bekostnad av elmotorn), lämplig för böjning av eventuella rör - både med tunna och tjocka väggar. Tack vare elektroniken görs noggranna beräkningar av böjningsvinkeln. Sådana rör har inga deformationer.
- Electro. Hydraulcylindern drivs av en elektrisk motor.



Rörböjningsmaskiner enligt rörböjningsförmågan är uppdelade i mekanismer som arbetar med rör vars diameter är upp till 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Att böja röret på olika sätt.
I detta avseende delas bendersna genom böjningsmetoden i:
- Segment.De är utrustade med en speciell enhet som samtidigt drar och böjer arbetsstycket i önskad vinkel runt segmentet.
- Maskinskärmsvy. Utrustad med en speciell mekanism som består av en böjkomponent.

- Fjäderanordningar. Utrustad med fjädrar. På sådana maskiner är det möjligt att hantera metalldelar.
- Sod. Består av en guide som placeras inuti röret innan arbetet påbörjas. Ett sådant element med en dorn skyddar delen från deformation och flatning. Denna maskin används vid tillverkning av rörledningar och för böjning av aluminiumrör.
- Lintfri Böjning utförs genom att linda delen på böjningsrullen.

Arbetsstyckets längd, som måste böjas, använder enheter av två typer:
- hävarm maskiner;
- rullande anordningar.
Apparater av hävstyp anses vara de vanligaste. Också tillgängligt inom industriproduktionen är torv- och armbågslångare. Principen för driften av sådana maskiner består av två styrrullar och en tryckmätare (dorn). En sådan mekanism gör det möjligt att genomföra kall bearbetning av rundmetallrör i små områden.På grund av sin lilla storlek anses armbågen vara den vanligaste enheten bland professionella installatörer av teknisk kommunikation. Enheten fick sitt namn på grund av att designen liknar en armbåge.
Men den här metoden leder till ett rör till en rättvis sträckning längs böjens yttre radie, vilket påverkar minskningen av väggtjockleken och dess bristning. I synnerhet är armbågsmetoden inte lämplig för böjning av tunnväggiga rör.

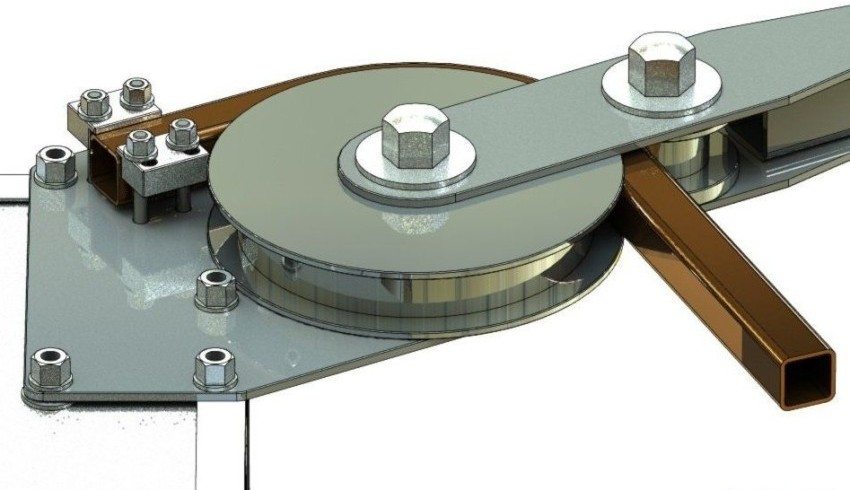
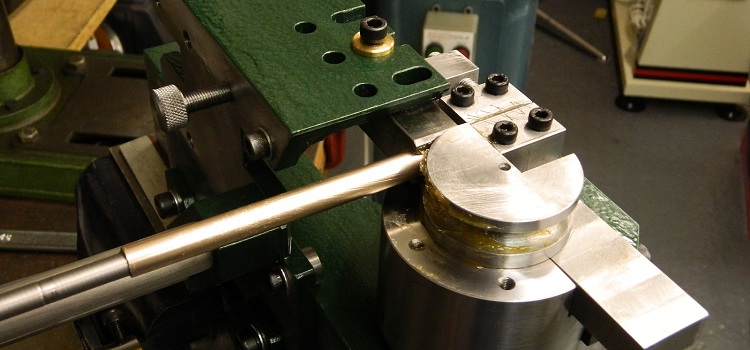
För tillverkning av ett betydande antal monotypa delar med liten radie av böjning är det möjligt att använda en rörbender-snigel. Denna enhet består av två remskivor (hjul) av olika diameter, fast på axlarna. Genom att fästa ena änden av röret mot hjulet trycker en rulle med den minsta diametern (huvudhjulet) arbetsstycket samtidigt som rullaren rullar över den del som behandlas. På grund av vad röret är böjd längs ytan av en stor remskiva, förvärvar sin form. Den enda nackdelen med denna metod är att det inte är möjligt att extrahera kurvor med en större radie.
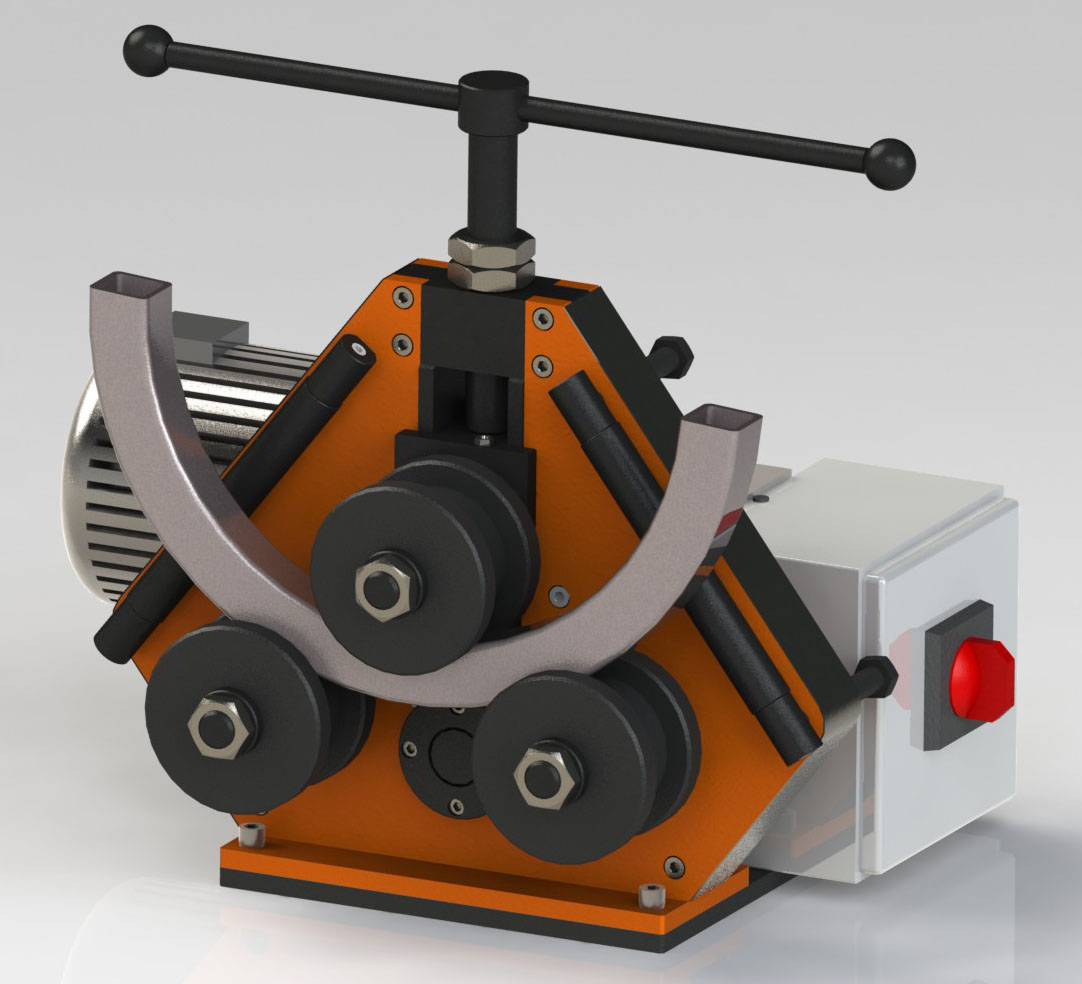
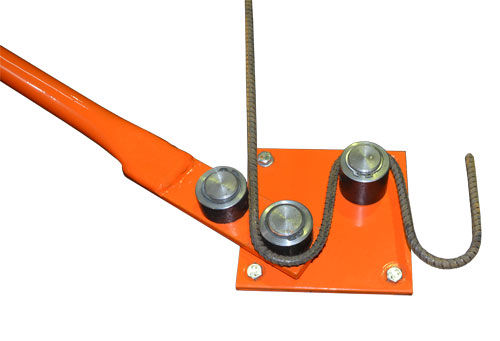
Praktiskt och mångsidigt i arbetet är rullande (böjningsmaskiner) handgjorda, där du kan justera vinkeln på deformation av ett metallrör. Det enklaste systemet på rullmaskinen består av en bas och en drivaxel som är fastsatt på den, belägen på ett visst avstånd från varandra. Trycket utövas på röret med en rörlig rulle och dess dragning utförs genom att rotera huvudaxlarna. När du skapar små radieböjningar måste du slutföra 50-100 körningar. För att undvika deformation bör du rulla produkten med samma hastighet. Att montera rullande mekanismen oberoende av den inhemska miljön kommer att vara svår, eftersom svängning och svetsning kommer att krävas.


Nödvändiga verktyg och material
Först måste du utveckla rätt ordning (ritning) med noggranna mätningar och nödvändiga material. Innan du monterar maskinen bestämmer vi vilken profilböjningsradie som är mer nödvändig. På grundval av detta väljer du pumphjulets storlek.
Vid ritningen av en hemmagjord maskin måste du följa huvudregeln - styrka och lätta konstruktion. Kommer också att krävas och dessa elverktyg: svetsmaskin, skruvmejsel, bulgariska, skärning och slipskivor, hammare, skruvstäd, borr.

Byggsystem
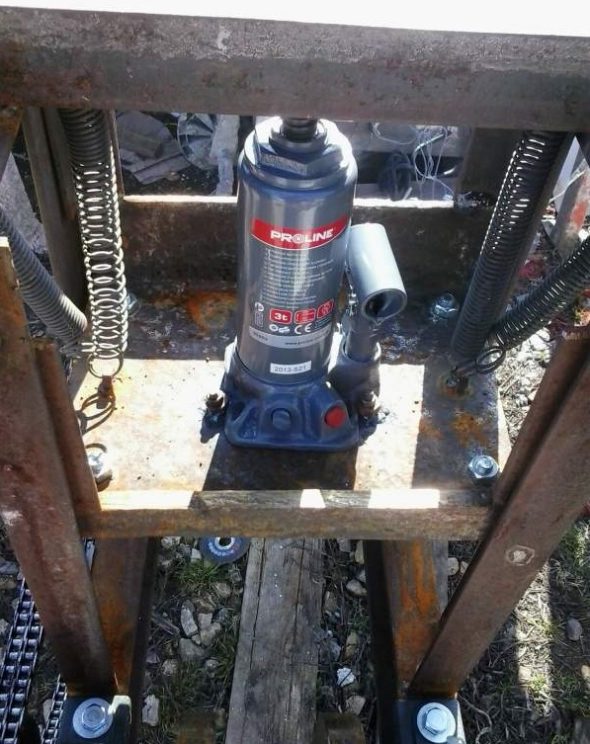
Det är möjligt att konstruera en hydraulisk maskin för punktböjning från 2 delar av en kanal, 4 vinklar och 2 delar fingrar från ett traktorspår. Rörelsen av röret ger den vanliga hydraulhandtaget (jack) med en kraft på minst 5 ton. En metall "sko" är monterad på den. Den kan beställas och köpas från en turner eller få ut det mesta av den gamla remskivan. "Trickle" latitud bör motsvara profilbredden. Skärning av hälften av remskivan och borrning av ett uttag i jackstången, vi får ett hydromekaniskt drivsystem. Basen på den hemgjorda maskinen är 4 hörn (hylla 60-80 mm), som är fäst på metallplattan. Två kanaler är svetsade till de övre hörnen synkront. Hål borras symmetriskt i kanalväggarna för att reglera böjvinkeln på ämnet.
En sådan maskin är väldigt lätt att använda. I hålen i kanalen placeras 2 metallfinger och sätter på dem rullar stannar. Jacken med en sko lyfts på ett sådant sätt att en profil kan passa mellan den och stoppen. Efter installationen verkar rören på jackhandtaget och bildar önskad böjning.

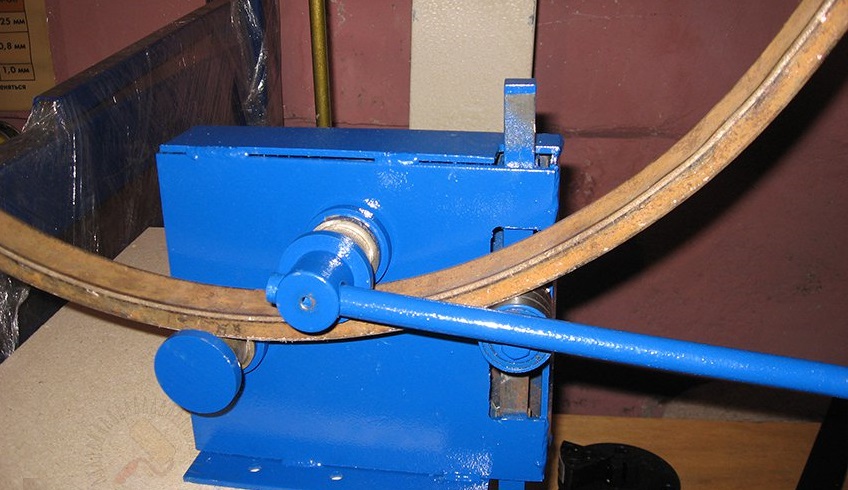
Rörbensaren kan också utformas med egna händer. För att bygga den behöver du två linjära mätare av kanalen (väggnivån 15-20 cm), som blir racket och basen. För rullar kan du använda 6 små bitar av metallrör, som kommer att fungera som hållare för lager. Av detta skäl måste rörets interna storlek motsvara lagerets externa värde. När vändaren gör axlar för böjningsrullar, fortsätt till bäddens montering.
På grund av vridning av handtaget fäst vid mellanstoppets axel utförs böjning av profilröret. Det är möjligt att ställa in böjningsradien för profilen med hjälp av lutning av svängkanalen och rullarna som ligger längs kanterna. För detta ändamål är rullarna inte svetsade till ramen, men är gjorda glidande. Hydraulisk uttag kan bytas ut med bil.
För den enklaste maskinen kommer att kräva följande element:
- jack;
- starka källor;
- stålprofiler för rammontering;
- rullar (axlar) - tre delar;
- drivkedja.
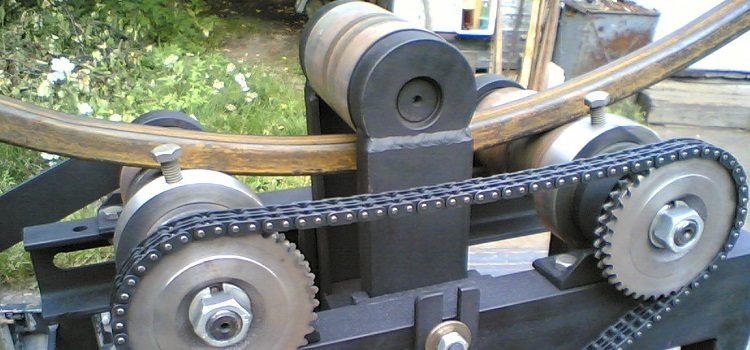
Därefter samlar du enheten. Vi installerar en stark ram, vars delar är förenade med svetsning eller bultar. I enlighet med ritningen ställer du in rotationsaxeln och rullarna.Axlarna är fixerade på ett sådant sätt att de två yttre axlarna är belägna ovanför mitten och bildar en båge. Avståndet mellan rullarna bestämmer profilrörets böjradie. För driften av en sådan mekanism används en kedjetransmission, som består av tre kugghjul och en gammal kedja (reservdelar från en bil, motorcykel eller annan utrustning). För att hela systemet ska fungera behöver du ett handtag som fästs på en av rullarna (axlarna) och skapar den nödvändiga rotationsstyrkan.


Maskinen för böjning av profilröret kan också skapas för hand. För denna mekanism består sängen av en kanal med en längd av 77 och en höjd av 10 cm.
Vi monterar konstruktionen enligt anvisningarna:
- Från metallremsan med en bredd på 5 millimeter 4 skärs huvudstativ för små axlar, kommer profilen att röra sig längs dem. I övre ändloppen skär ut öppningen för valsarnas rotationsaxel. Storleken på ställen - 5 * 10 cm.
- Rackar är fasta i kanalen med en svetsmaskin, som håller ett avstånd på 30 cm. Rullar för axlar finns på byggmaterialmarknaden.
- Därefter skärs en tallrik under maskinen av ett 8 mm tjockt metallplåt. Plattans storlek är 25 * 25 cm.En central rulle placeras på plattan, genom att rotera vilken profilen kommer att röra sig.
- På ändarna av plattan placeras band av trä med en bredd av 10 millimeter, som är fästa med superlim. Så att vi, när vi vrider valsen, inte tar upp plattan behöver vi dessa stöd.


- För att installera rullen behöver du 2 lager, vars djupaxel ska rotera. Lagren fixeras med hjälp av bultar i öppningarna borrade från insidan av stöden.
- Då är det nödvändigt att göra 4 stavar med en längd av 40 cm, med hjälp av 50: e hörnet, och fixera dem på kanterna på plattan med huvudaxeln genom svetsning, säkra den på maskinens stanitsa (kanal). Plattan placeras i pelarens centrala del, vilket håller ett avstånd mellan rullarnas axlar, lika med profilens storlek som du planerar att arbeta med.
- Pluggar skärs ut av 8 mm metallplåt, deras svetsning är fastsatt på det övre fragmentet av ställen. Då måste du göra en skylt under maskinens lock, där justerskruven är installerad. Från insidan av plattan borras en öppning motsvarande diametern hos den använda skruven.


- I propparna finns borrade öppningar för bultar (10 mm i diameter) och täckplattan är fast i stativ.
- En tråd skärs i öppningen i locket och en häl skruvas in, mitt i vilken spännskruven roterar.
- Ett 15 mm hörn är svetsat på plattan, vilket är ett externt skruvstopp. I hörnet under skruven är borrad öppning, synkron axel i hälen. En ordentlig tråd skärs i öppningen.
- Det är kvar att fästa handtaget för huvudaxeln och fixa det till valsens axel. Handtaget kan tillverkas från ventilen från skuggorna eller en armering av önskad längd.


Monteringsteknik
För att skydda den sammansatta konstruktionen mot fukt, är den täckt med en speciell lösning som skyddar mot rost och sedan målade. I hydrauliska maskiner är det möjligt att böja ett format rör av olika material och tjockväggiga produkter. Utför ett liknande förfarande som möjligt kallt och varmt (föruppvärmningsrör) -metod. Syftet med den heta metoden - röret är uppvärmt ute eller varmluft passeras in i röret, vilket ökar dess plasticitet, respektive böjningskvalitetsindikatorerna ökar. Kall - den här metoden är enkel, den används för plaströr.
Före böjning fylls sådana rör med salt, olja, sand, vatten, vilket gör det möjligt att producera högsta kvalitet böj utan betydande skada på röret.

Användbara tips
- Avtagbara rullar av olika slag kommer att ge möjlighet att arbeta med både det formade röret och den runda.
- För att böjningsmekanismen ska vara den mest multifunktionella bör tryckvalsarna företrädesvis göras mobil. På grund av detta är det möjligt att byta radbrytningens radie.
- Om böjningen utförs med en mall, så att röret passar snyggt i provet, är det möjligt att använda stångkrokar för stoppet.
- Om profilröret måste böjas under den största radieen är det bättre att använda en rullebens med tre rullar.
- Man bör komma ihåg att på böjningsplatsen förlorar profilen sin styrka. Av denna anledning, om vinklar närmare 90 grader används, är det mer korrekt att skära röret och, med svetsning, ge den önskade böjningsvinkeln.


- En detaljerad bruksanvisning är ansluten till varje fabriksmaskin, där alla egenskaper och tekniska data på enheten är angivna. För att maskinen ska fungera länge och utan störningar är det absolut nödvändigt att läsa instruktionerna innan arbetet påbörjas
- Glöm inte personlig skyddsutrustning.Under arbetet med slipmaskinen är det nödvändigt att använda glasögon eller säkerhetssköld och att utföra svetsade fall i speciella kläder, handskar och svetsmask.
I nästa video hittar du fullständiga instruktioner för montering av en rörbänare hemma.



















